3Dプリント設計ガイドライン
最終更新日: May 17, 2025
1. 3Dプリントビルドサイズ
最大および最小造形サイズ
2. 壁厚

3Dプリント工程では、アルコール洗浄、サポート除去、サンディング、ビーズブラストなどの工程を経る必要がある。そのため、モデルには一定の強度が必要となり、肉厚がパーツの強度を決定します。
3Dプリントにおける肉厚とは、パーツの一方の表面と反対側の薄手の表面との間の距離を指します。3Dプリントで作られたパーツには、全体のサイズに応じた最小の肉厚があります。目安として、デザインをより大きなサイズに拡大する際は、肉厚を大きくすることをお勧めします。
| Materials/Range | 5x5mm | 10x10mm | 50x50mm | 100x100mm | 200x200mm |
|---|---|---|---|---|---|
| レジン (SLA) | 0.5mm | 0.8mm | 1.0mm | 1.5mm | 2.0mm |
| ナイロン (MJF) | 1.0mm | 1.2mm | 1.5mm | 2.0mm | 2.0mm |
| ナイロン (SLS) | 1.0mm | 1.2mm | 1.5mm | 2.0mm | 2.0mm |
| 金属 (SLM) | 1.5mm | 1.5mm | 1.5mm | 2.0mm | 2.5mm |
| プラスチック (FDM) | / | / | 1.6mm | 2.0mm | 2.5mm |
突出部、位置決め、スナップ、ファスナーなどの構造物の推奨最小肉厚は1.5mm以上である。
3. エンボス加工と刻印
最小 エンボス加工の詳細
SLA (レジン): 0.8 mm deep & 0.8 mm wide
MJF (ナイロン): 0.8 mm deep & 0.8 mm wide
SLS (ナイロン) : 0.8 mm deep & 0.8 mm wide
FDM (プラスチック) : 0.8 mm deep & 0.8 mm wide
SLM (金属) 1.0 mm deep & 1.0 mm wide
Min. 彫刻詳細

SLA (レジン): 0.8 mm deep & 0.8 mm wide
MJF (ナイロン): 0.8 mm deep & 0.8 mm wide
SLS (ナイロン) : 0.8 mm deep & 0.8 mm wide
FDM (プラスチック) : 0.8 mm deep & 0.8 mm wide
SLM (金属) 1.0 mm deep & 1.0 mm wide
4. スレッドデザイン
非標準ねじ山の3Dプリントに影響を与える2つの主な要因があります:ねじ山ピッチと螺旋角度。


ネジのクリアランスフィットは、「モデルのクリアランス」を参照する必要があります。設計にクリアランスがない場合、組み立てが非常に困難になったり、組み立てられなくなったりします。印刷に推奨されるネジ山の最小値はM6です。316L金属の印刷部品にはタッピングを推奨します。
5. モデルのクリアランス
A.一緒に組み立てられる部品間のクリアランス
以下の最小クリアランスを満たしていれば、モジュールをプリントして組み立てることができます。

| Material | レジン (SLA) | ナイロン (MJF) | ナイロン (SLS) | プラスチック (FDM) | 金属 (SLM) |
|---|---|---|---|---|---|
| MinimumClearance | 0.2mm | 0.2mm-0.4mm | 0.2mm-0.4mm | 0.5mm | 0.5mm |
B.可動部間のクリアランス
2つの可動部または接続部間の最小クリアランス。
| Material | レジン (SLA) | ナイロン (MJF) | ナイロン (SLS) | プラスチック (FDM) | 金属 (SLM) |
|---|---|---|---|---|---|
| MinimumClearance | 0.5mm | 0.6mm | 0.6mm | 0.5mm | 1.0mm |
注意:上記は単純構造物の最低クリアランスであり、全ての構造物に適用されるものではない。
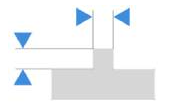
6. 逃げ穴
中空デザインには、3Dプリントプロセス中に余分な材料を逃がすための「逃げ穴」が必要です。ほとんどのプリントサービスでは、少なくとも1つの逃げ穴を必要とするプリンターとプリント技術を使用しています。

(1) 逃げ穴の最小径は2.5mmです。
(2) 逃げ穴の直径が3mm未満の場合、逃げ穴は2つ必要である。そうでないと、樹脂が流れ出ず、キャビティがきれいにならず、時間が経つと部品にひびが入ることがある。
(3) 逃げ穴の大きさと個数は、モデルのサイズと構造に応じて最終的に決定する。
(4)キャビティ内のサポートは、逃がし穴が十分な大きさに設計されていない限り、完全に取り除くことはできない。
7. 穴の設計
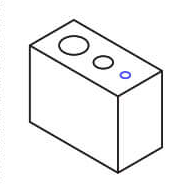
The relationship between aperture (Φ) and hole depth (h):
| Material/Aperture | Φ=1.0mm | Φ=1.5mm | Φ=2.0mm |
|---|---|---|---|
| レジン (SLA) | h=1.0—3.0mm | h=1.5—4.5mm | h=2.0—6.0mm |
| ナイロン (MJF) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| ナイロン (SLS) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| プラスチック (FDM) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| 金属 (SLM) | / | h=1.5—4.5mm | h=2.0—6.0mm |
微細孔、深孔のあるモデルの場合は、上記規格をご参照ください。
オイルスプレー仕上げの部品は、材料の残留や詰まり等を避けるため、最低2.0mm(穴径)が必要です。
8. 小型コラム設計

The relationship between column diameter (D) and column height (H):
| Material/Diameter | D=1.0mm | D=2.0mm | D=3.0mm |
|---|---|---|---|
| レジン (SLA) | H=1mm | H=2—4mm | H=3—6mm |
| ナイロン (MJF) | / | H=2—4mm | H=3—6mm |
| ナイロン (SLS) | / | H=2—4mm | H=3—6mm |
| プラスチック (FDM) | / | H=2—4mm | H=3—6mm |
| 金属 (SLM) | / | H=2—4mm | H=3—6mm |
位置決め支柱付きモデルの場合は、上記規格をご参照ください。
9. 特殊形状モデル
特殊形状モデルは主に中空構造の一種であり、次の図に示すように、大きな空間を占める。

特殊形状部品として設計され、印刷要件を満たす場合、一定の特別コストが適切に請求されます。
10. 3Dプリント公差
A.Model Tolerances :
レジン (SLA) : ±0.2mm (Within 100mm), ±0.3% (Above 100mm)
ナイロン (MJF) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
ナイロン (SLS) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
プラスチック (FDM) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
金属 (SLM) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
上記の公差は、変形や反りのないモデルで、オイルスプレーや塗装工程もありません。
B.Hole Tolerances:
レジン (SLA) : ±0.3mm
ナイロン (MJF) : ±0.3mm
ナイロン (SLS) : ±0.3mm
プラスチック (FDM) : ±0.4mm
金属 (SLM) : ±0.5mm
注意
一般的に、穴は収縮して小さくなります。316Lメタルプリント部品の場合、内部が空洞または構造になっている部品の一般的な公差は-0.5mm以内です(リング、スリーブ、長方形または多角形の穴など)。穴の肉厚が厚いほど、穴の収縮は大きくなります。穴やネジに高い公差を要求される場合は、余裕をみてご自身で精密なタッピング加工をされることをお勧めします。
公差は時間の経過とともに変化します:
| Material/Time | 1-3 Days | 3-7 Days |
|---|---|---|
| レジン (SLA) | 0.15mm or 0.15% | 0.2mm or 0.20% |
| ナイロン (MJF) | / | / |
| ナイロン (SLS) | / | / |
| プラスチック (FDM) | / | / |
| 金属 (SLM) | / | / |