9000HE 工程樹脂:高強度 SLA 材料指南(2026)
2 分鐘
- 什麼是 9000HE 樹脂?高強度 SLA 工程樹脂完整解析
- SLA 3D 列印中的工程級樹脂是什麼?
- 高強度 SLA 樹脂的主要機械性能
- 9000HE 與其他 SLA 樹脂比較
- 9000HE 樹脂的工業應用
- 功能性原型
- 哪些情況適合使用 9000HE 樹脂?
- 9000HE 樹脂常見問題
- 9000HE 樹脂總結
什麼是 9000HE 樹脂?高強度 SLA 工程樹脂完整解析
多數 SLA 樹脂都是為了同一項目標而設計:呈現良好外觀。表面平滑、細節精緻且幾何精確,這正是 SLA 技術的優勢,也是大多數光固化樹脂的最佳化方向。
9000HE 的設計目的並非如此。
它是為真正需要發揮功能的零件而設計,能夠承受負載與組裝、通過功能測試,並展現類似工程材料的性能,而不只是製作展示模型。如果你曾因外觀看似完美的 SLA 零件在第一次承受實際負載時便破裂而感到挫折,9000HE 將改變你對 SLA 樹脂的看法。
重點摘要
9000HE 是一種高性能 SLA 樹脂,專為視覺原型以外的功能性零件而設計。其拉伸強度為 41~61 MPa,可媲美一般工程樹脂,並具有良好的尺寸穩定性。
9000HE 的主要優勢是耐衝擊性。其懸臂樑缺口衝擊強度為 36~55 J/m,性能優於多數標準 SLA 樹脂,更適合承受機械應力的零件。
JLC3DP 提供 9000HE 列印服務、快速交付及工程支援。對高度重視耐用性的功能性原型、工裝及小量零件而言,它是目前性能最出色的 SLA 材料之一。
SLA 3D 列印中的工程級樹脂是什麼?
標準 SLA 樹脂是一種光聚合材料,會受到紫外光逐層照射而固化。成品通常堅硬但較脆,並具有出色的表面品質與尺寸精度。它非常精確,韌性卻通常不足。
SLA 工程樹脂採用完全不同的配方。其化學組成經過調整,以提高機械性能、韌性、耐衝擊性、熱變形性能,或同時改善多項特性,但不會完全犧牲 SLA 原本具備的表面品質與解析度。工程樹脂的列印難度較高,對後固化條件也更加敏感,而且單位體積成本更高。相對地,它是一種更接近工程熱塑性塑膠性能,而不是一般光聚合材料的功能性樹脂。
SLA 樹脂類型概覽
| 樹脂類型 | 拉伸強度 | 耐衝擊性 | 表面品質 | 最適合的用途 |
|---|---|---|---|---|
| 標準 SLA 樹脂 | 38~55 MPa | 非常低,容易脆裂 | 極佳 | 視覺模型、展示零件 |
| 高韌性/類 ABS 樹脂 | 45~60 MPa | 中等 | 非常好 | 輕負載功能性零件、卡扣配合 |
| 柔性/類橡膠樹脂 | 3~8 MPa | 斷裂伸長率高 | 良好 | 密封件、墊片及柔性特徵 |
| 耐高溫樹脂 | 45~65 MPa | 低 | 良好 | 耐熱外殼及引擎室周邊零件 |
| 9000HE 工程樹脂 | 41~61 MPa | 高 | 極佳 | 結構原型、功能測試 |
| 鑄造用樹脂 | 低 | 低 | 極佳 | 珠寶及脫蠟鑄造母模 |
| 牙科/生物相容性樹脂 | 依材料而異 | 依材料而異 | 極佳 | 醫療及牙科應用 |
功能性樹脂與標準樹脂的差異
第一次嘗試組裝零件或施加實際負載時,便能感受到兩者的差異。
標準 SLA 樹脂剛性高,但容易脆裂。零件掉落時可能裂開;將配合件壓入孔洞時,可能沿著層紋分裂;將螺絲鎖入時,螺絲柱也可能斷裂。標準樹脂的斷裂伸長率,也就是材料失效前可以伸長的程度,通常只有 1%~3%。這代表材料在斷裂前幾乎不會產生塑性變形。零件可能毫無預警地失效,不會出現明顯撓曲,也缺少能讓使用者在完全失效前發現問題的漸進式破壞現象。
9000HE 等功能性工程樹脂改變了這種情況。更好的耐衝擊性與韌性,讓零件可以在失效前吸收能量。使用者可以進行組裝、測試及負載,取得實際資料,而不是在測試開始前,零件就已經在手中裂開。
工程樹脂為什麼重要?
CAD 設計的外觀與零件在實際條件下的行為之間存在落差,而多數原型失效都發生在這個階段。模擬中看起來相當堅固的支架,可能在斜向負載施加後從孔洞處裂開;通過所有幾何檢查的外殼,可能在組裝時壓入 PCB 連接器便出現裂痕;通過視覺檢驗的機殼,也可能因材料的熱變形溫度不足,而無法通過熱循環測試。
工程樹脂可以縮小這項落差。它無法完全取代射出成型尼龍,但已足以讓功能測試產生有意義的資料,而不只是得到一批只能證明材料選錯的破損零件。

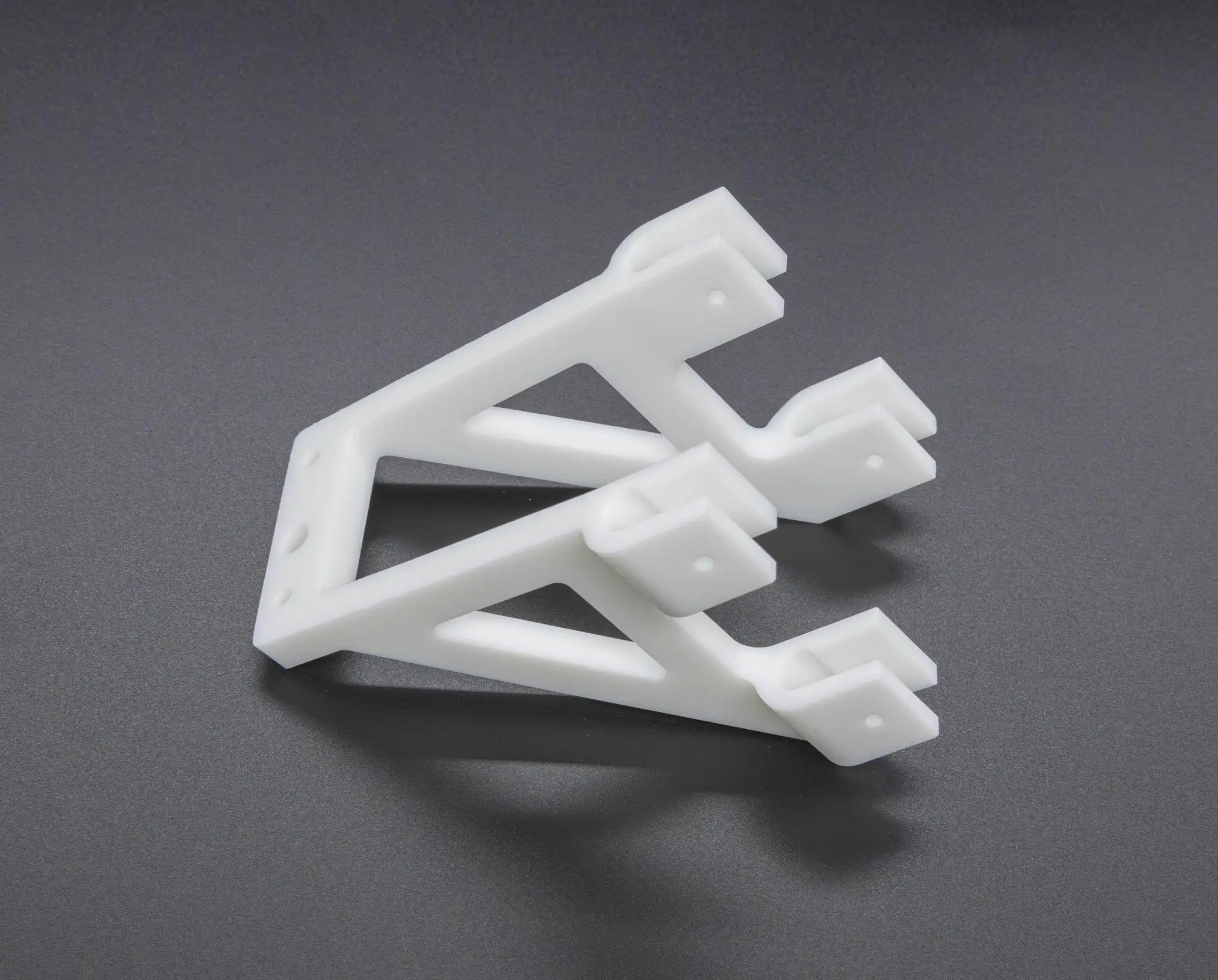
(SLA 9000HE 樹脂:適用於工程零件的高韌性功能樹脂)
JLC3DP 提供 9000HE SLA 3D 列印服務,包含快速交付與工程審查。
立即取得 SLA 即時報價 >
高強度 SLA 樹脂的主要機械性能
真正重要的不是行銷數字,而是能夠說明材料承受負載時實際表現的數據。
拉伸強度
9000HE 的拉伸強度為 41~61 MPa。作為比較,標準 SLA 樹脂約為 38~55 MPa,射出成型 ABS 約為 40~50 MPa,玻璃纖維填充尼龍則約為 90~120 MPa。因此,9000HE 的性能明顯高於一般標準功能樹脂,其最大拉伸強度甚至可與未填充的射出成型工程熱塑性塑膠競爭。
在實際應用中,這代表以 9000HE 高強度樹脂列印的支架承受拉伸負載時,能比相同幾何的標準樹脂零件承受更大的負載才開始降伏。進行結構原型測試、驗證幾何是否可行時,這項差異會決定最終得到的是有用的測試資料,還是一堆破損零件。
SLA 高強度樹脂的拉伸性能通常也比 FDM 更接近等向性。SLA 的光聚合反應會跨越層間發生,因此其層間接合通常比只在已沉積線條表面接合的 FDM 更強。9000HE 可充分利用這項優勢,其跨層拉伸強度接近平面方向強度。因此,在結構應用中,零件方向對 9000HE 的影響通常小於 FDM。
耐衝擊性
這是 9000HE 與其他高強度 SLA 樹脂產生最明顯差異的性能。
標準 SLA 樹脂的懸臂樑缺口衝擊強度通常約為 10~20 J/m,在受到衝擊時容易產生災難性脆裂。9000HE 的耐衝擊性明顯更高,材料會透過受控制的變形吸收衝擊能量,而不是立即斷裂。零件如果需要承受動態負載、組裝應力、測試期間的操作,或實際環境中的掉落衝擊,這項差異會決定原型是否能提供有用資料。
其原理來自聚合物化學。9000HE 採用含增韌成分的改質樹脂配方,提高裂紋在材料中持續擴展所需的能量。這與橡膠增韌環氧樹脂或耐衝擊改質尼龍的原理相同,透過犧牲部分剛性,大幅提高斷裂韌性。
不過,SLA 樹脂的斷裂韌性通常仍低於尼龍等熱塑性塑膠。
尺寸穩定性
9000HE 在列印及後固化完成後,可以良好維持尺寸。對功能性樹脂應用而言,這項性能比多數人想像中更重要。
標準 SLA 樹脂在初次固化後仍可能持續緩慢反應並改變尺寸,尤其是在使用期間受到紫外光或熱影響時。對視覺模型而言,這種變化可能難以察覺;對需要長期維持孔徑或配合尺寸精度的零件而言,後固化尺寸漂移卻是實際問題。
9000HE 配方可以在受控制的後固化條件下迅速穩定。幾何結構獲得良好支撐時,後固化尺寸精度通常可維持在 CAD 尺寸的 ±0.1%~0.2% 以內。這項表現可與較好的 FDM 材料競爭,也優於許多固化收縮率較高的高韌性樹脂。
對需要與其他零件組裝的功能性原型而言,這種穩定性非常重要。如果孔徑在列印三天後因持續固化收縮而比標稱尺寸小 0.3 mm,測試結果無法說明零件設計是否可行,只能證明材料性能未獲妥善控制。
耐熱性
9000HE 在 0.45 MPa 負載下依 ASTM D648 測得的熱變形溫度約為 51~60°C。它並不是耐高溫樹脂。如果零件需要承受 150°C,應選用專用耐高溫 SLA 材料。不過,9000HE 已能涵蓋大多數室溫至略高溫度的功能性應用,包括室內機械組件、電子產品外殼、原型測試環境及短時間熱暴露。
9000HE 與其他 SLA 樹脂比較
9000HE 與標準 SLA 樹脂
標準樹脂在表面細節與列印容易度方面較具優勢,9000HE 則在功能性零件所需的各項機械性能方面勝出。其拉伸強度高出約 10%~30%,耐衝擊性可提高數倍,後固化穩定性也更好。
對視覺原型、設計審查零件及展示模型而言,標準樹脂是正確選擇。它價格較低、容易加工,而且能形成略佳的表面細節。對需要組裝、承載、測試或投入實際應用的零件而言,無論標準 SLA 樹脂的外觀多好,它通常都不是合適材料。
兩者其實不是直接競爭關係,因為用途不同。真正的問題是,許多工程師會在功能性應用中指定預設提供的標準樹脂,之後才疑惑零件為何容易破裂。
9000HE 與高韌性樹脂
不同供應商以類 ABS 或工程級材料名義銷售的高韌性樹脂,拉伸強度通常為 45~60 MPa,並具有中等耐衝擊性。這類材料比標準樹脂更適合輕度功能性應用,例如卡扣、夾具、輕負載外殼,以及只承受偶發負載而非主要結構負載的零件。
9000HE 的性能則更進一步,具備更好的耐衝擊性及尺寸穩定性。其取捨通常是成本與列印複雜度。9000HE 對正確製程的要求較高,而且只有在適當的後固化條件下,才能充分發揮機械性能。
如果應用只需承受輕負載與偶發衝擊,例如經常被拿取操作的裝置原型外殼,高韌性樹脂可能已經足夠。如果需要承受結構負載、組裝應力或反覆動態負載,則應指定 9000HE。
SLA 9000HE 與 FDM 尼龍/ABS
對需要在 SLA 與 FDM 之間選擇功能性原型製程的工程師而言,這是最重要的比較。
根據 JLC3DP 官方材料資料表,FDM 尼龍在列印方向上的拉伸強度較高,PA12-CF 約為 60~70 MPa,9000HE 則為 41~61 MPa。FDM ABS 較低,約為 20~30 MPa。受到層間附著限制,FDM 的跨層拉伸強度會降至 35~55 MPa,而 9000HE 近似等向性的 SLA 固化機制在此展現出實際優勢。如果零件的負載路徑會穿越層紋,相同幾何的 9000HE 零件通常會比 FDM 尼龍表現更好。
表面品質:SLA 明顯勝出。功能性 FDM 零件具有層紋及較高表面粗糙度,需要進行 SLA 通常不需要的後處理。對表面狀態會影響功能的零件,例如密封面、軸承接觸區及接觸流體的幾何,9000HE 列印後的原始表面品質是一項真正的工程優勢。
特徵細節:SLA 勝出。SLA 能比 FDM 更可靠地製作薄壁、精細特徵、小孔及複雜內部幾何;FDM 的小型特徵則可能受到層間附著及拉絲影響。
實際總結:如果需要複雜幾何中的近似等向性強度、精細特徵及良好表面品質,9000HE 足以與 FDM 尼龍競爭。如果是可以控制成型方向的大型簡單零件,而且只追求最高拉伸強度,FDM 尼龍較具優勢。對大多數功能性原型應用而言,9000HE 是更全面的選擇。
JLC3DP 除了提供 9000HE,也能列印完整的 SLA 樹脂類型,涵蓋標準材料至工程級材料。不確定哪一種適合你的應用嗎?JLC3DP 工程師可以在下單前提供建議。
9000HE 樹脂的工業應用
功能性原型
這是 9000HE 的核心應用。功能性樹脂 3D 列印中的「功能性」,代表原型需要展現與預定量產零件相近的行為,而不只是外觀相似。例如,支架需要承受與量產零件相同的負載;外殼需要通過相同的組裝流程;連接器需要以相同作用力配合,並承受相同的拉拔負載。
9000HE 工程樹脂可以製作真正具備功能的原型。其機械性能足夠接近工程熱塑性塑膠,因此原型測試能提供可用於設計決策的資料,而不只是再次證明 SLA 樹脂強度不足。
JLC3DP 會根據機械性能而不只是尺寸精度,最佳化 9000HE 功能性原型的成型參數。層厚、成型方向、支撐策略及後固化程序都會受到控制,確保列印零件充分發揮材料的機械性能,不會因製程變異而低於預期。
結構組件
除了原型製作,9000HE 也可用於小量終端使用結構組件。這類應用的產量不足以支持射出模具成本,而且使用條件仍在材料性能範圍內。
相關應用包括工業設備的客製支架、小量電子組件的結構外殼,以及特殊機械使用的機械連桿與連接器。每種零件都需要在實際使用條件下承受真正的負載,而不只是通過操作及組裝。
如果產量低於約 50~100 件,而且幾何形狀複雜到機加工相當耗時,通常具有良好的經濟效益。對小量結構組件而言,JLC3DP 的 9000HE 列印服務可以在成本與交期方面與機加工替代方案競爭。
工業工裝
組裝固定治具、定位治具、量規及搬運工具等應用,都能發揮 9000HE 的機械性能,而且 SLA 列印的低成本與短交期也具有明顯經濟效益。
用於組裝定位的固定治具需要尺寸穩定性,並具備足夠結構剛性,以抵抗實際使用時的夾持力。標準樹脂治具可能發生潛變,逐漸失去尺寸精度,9000HE 則能更有效維持形狀。
用於檢查特徵的量規必須承受反覆使用,不能因接觸面磨耗而造成量測失準。9000HE 工程樹脂 SLA 量規的使用壽命明顯長於標準樹脂版本,重新列印的頻率也較低。
小量生產零件
小量終端使用零件是高強度 3D 列印樹脂成長最快的應用之一。這類產品的數量太少,無法使射出模具符合成本效益,但幾何又太複雜,不適合進行機加工。
對 JLC3DP 客戶而言,如果年產量低於約 100 件,9000HE 生產零件可成為模具成型零件的實際替代方案。其表面品質足以符合外觀要求,機械性能也足以應付多數結構應用。交期只需數天,不必等待數週製作模具;在小量生產下,將模具攤提費用納入計算後,單件成本也只有模具成型零件的一小部分。
如需瞭解工程樹脂材料及 9000HE 樹脂規格,JLC3DP 平臺可提供即時價格與設計意見。
哪些情況適合使用 9000HE 樹脂?
強度至關重要時
如果零件失效,會產生什麼結果?如果答案是「測試失敗且無法取得任何資料」、「組件無法運作」,或「組件在使用期間破裂」,9000HE 就是正確選擇。其拉伸強度與耐衝擊性,正是為無法接受零件失效的情況而設計。
在結構應用中使用標準樹脂,表面上節省成本,實際上卻可能得不償失。標準樹脂與 9000HE 的單件成本差異不大,但如果整個原型週期只得到破損零件及無用資料,代價便相當高。
射出成型成本過高時
射出模具依複雜程度不同,成本可能達 5,000~50,000 美元以上。產量較低時,分攤至每個零件的模具成本會讓射出成型完全失去經濟效益。低於損益平衡產量時,JLC3DP 的 9000HE SLA 列印可以用一小部分成本,製作具有射出成型外觀品質及功能性機械性能的零件。
實際損益平衡點取決於零件複雜度及產量。對多數年產量低於 100 件的功能性零件而言,將模具攤提納入計算後,9000HE SLA 的總成本通常更具優勢。超過這個數量後,射出成型通常會逐漸具有成本競爭力。在投入模具前先以 9000HE 原型取得設計驗證資料,也能降低昂貴模具修改的風險。先使用接近量產材料性能的原型進行測試,幾乎始終值得投入。
需要快速迭代時
如果使用射出成型,設計迭代需要經過模具修改、打樣、測試及再次修改,可能耗費數週。使用 SLA 列印則只需數天。今天上傳修改後的檔案,約 3~5 天即可取得零件,完成測試、學習並再次改版。
9000HE 能讓迭代產生真正有意義的資料。測試的重點不再是標準樹脂能否撐住,而是幾何結構能否承受接近實際情況的負載。9000HE 的材料行為足夠接近工程熱塑性塑膠,因此功能測試結果可以直接用於量產設計,並據此作出可靠結論。
強度為什麼對樹脂 3D 列印很重要?
SLA 樹脂市場多年來都在競爭表面品質與細節解析度。這方面的技術競爭大致已經獲得成果,現代專業 SLA 服務都能提供出色表面品質,這已成為基本要求。下一個技術前線是機械性能。
工程師在功能性應用中指定 3D 列印零件時,越來越需要能夠縮小原型與量產件差距的材料,而且差距不只在幾何,也包括實際行為。9000HE 等高強度 3D 列印樹脂,正在縮小 SLA 領域中的這項落差。雖然仍無法完全取代射出成型工程熱塑性塑膠,而且後者在許多指標上仍優於 SLA 樹脂,但目前的性能已經相當接近,讓過去超出 SLA 能力範圍的測試、驗證及小量生產變得可行。
在 JLC3DP 提供的材料中,9000HE 是這項轉變最明確的範例。它是一種為需要零件真正發揮功能的工程師而設計的功能性樹脂,而不只是讓零件看起來似乎可以運作。
以下情況適合使用 9000HE:
✔ 輕度至中度承載零件
✔ 功能測試
✔ 需要進行組裝
以下情況不建議使用:
僅供視覺展示的模型
要求極高柔性的零件
要求極高柔性的零件
9000HE 樹脂常見問題
問:什麼是 9000HE 樹脂?
9000HE 是一種高強度 SLA 工程樹脂,專為需要比標準 SLA 樹脂具備更高強度、韌性及尺寸穩定性的功能性 3D 列印零件而設計。
問:9000HE 樹脂比標準 SLA 樹脂更強嗎?
是的。相較於標準 SLA 樹脂配方,9000HE 工程樹脂具有明顯更高的拉伸強度與耐衝擊性。
問:9000HE 樹脂有哪些用途?
9000HE 常用於功能性原型、結構組件、工業工裝及小量生產零件。
問:9000HE 屬於工程樹脂嗎?
是的。9000HE 是以機械性能為開發重點的 SLA 工程樹脂,而不是單純用於外觀列印。
問:9000HE SLA 樹脂的強度有多高?
9000HE 的拉伸強度通常為 41~61 MPa,是目前性能較強的功能性 SLA 樹脂之一。
問:功能性樹脂與標準 SLA 樹脂有何差異?
功能性樹脂以機械性能與耐用性為設計重點,標準 SLA 樹脂則主要重視表面品質與視覺細節。
問:9000HE 樹脂可以取代射出成型零件嗎?
對小量生產及功能性原型而言,如果模具成本過高,9000HE 可以取代部分射出成型組件。
問:9000HE 樹脂適合功能測試嗎?
適合。9000HE 專為零件需要承受組裝負載、操作應力及實際使用條件的功能測試而設計。
問:哪些產業會使用高強度 SLA 樹脂?
航太、汽車、電子、工業設備、機器人及醫療器材產業,都經常將高強度 SLA 樹脂用於功能性應用。
問:9000HE 的耐衝擊性比一般 SLA 樹脂好嗎?
是的。9000HE 吸收衝擊能量的能力遠高於容易脆裂的標準 SLA 樹脂,可以降低零件在測試或組裝期間突然裂開的風險。
9000HE 樹脂總結
9000HE 並不適合每一種需求。如果只需要視覺模型、設計審查零件或展示原型,標準 SLA 樹脂速度更快且價格更低。但是,如果零件需要承受負載、通過組裝、承受日常操作,並在測試中提供有用的工程資料,就值得指定 9000HE。
它具備實際可驗證的機械性能與表面品質;相較於射出成型,交期優勢也確實存在;在小量生產時,成本競爭力同樣明確。
JLC3DP 使用最佳化成型參數列印 9000HE,在正式生產前提供工程審查,並支援快速交付。無論是單一功能性原型,還是一批小量生產組件,流程都相同:上傳檔案,取得經過工程驗證的零件。
持續學習
類 ABS 樹脂與標準樹脂:2026 強度與投資報酬率指南
重點摘要 標準樹脂:剛性高但極為易脆,最適合靜態展示模型。 類 ABS 樹脂:具備高伸長率與優異的抗衝擊性,是卡扣結構的必要選擇。 近似等向性優勢:FDM 列印的真正 ABS 會受到層間(Z 軸)接合強度較弱與非等向性的影響;SLA 類 ABS 樹脂則透過液態交聯反應固化,可提供近似等向性及均衡的多方向強度。 水洗樹脂:無須使用 IPA,後處理流程更便利且環境負擔較低,但為了實現水溶性而需要較高的交聯密度,因此會犧牲後固化後的韌性。 「失敗成本」:預先選用工程級樹脂,可降低組裝及移除支撐時的整體報廢率,每個失敗零件約可節省 15.00~17.60 美元。 對追求敏捷開發的硬體品牌、產品設計師及技術團隊而言,選擇類 ABS 樹脂或標準樹脂,早已不只是外觀上的取捨,而是產品驗證的基礎環節。在快速迭代決定產品上市速度的環境中,選擇正確的類 ABS 樹脂不再只是技術清單上的確認項目,而是一項攸關零件能否通過功能測試,或是否必須付出高昂成本重新設計的策略性決策。本指南將建立一套耐用 SLA 樹脂的選擇架構,以機械完整性與實際使用可靠性為優先,協助您的概念從螢幕順利轉化為實體,避免因材料選擇不當而承擔額外的「......
9000HE 工程樹脂:高強度 SLA 材料指南(2026)
什麼是 9000HE 樹脂?高強度 SLA 工程樹脂完整解析 多數 SLA 樹脂都是為了同一項目標而設計:呈現良好外觀。表面平滑、細節精緻且幾何精確,這正是 SLA 技術的優勢,也是大多數光固化樹脂的最佳化方向。 9000HE 的設計目的並非如此。 它是為真正需要發揮功能的零件而設計,能夠承受負載與組裝、通過功能測試,並展現類似工程材料的性能,而不只是製作展示模型。如果你曾因外觀看似完美的 SLA 零件在第一次承受實際負載時便破裂而感到挫折,9000HE 將改變你對 SLA 樹脂的看法。 重點摘要 9000HE 是一種高性能 SLA 樹脂,專為視覺原型以外的功能性零件而設計。其拉伸強度為 41~61 MPa,可媲美一般工程樹脂,並具有良好的尺寸穩定性。 9000HE 的主要優勢是耐衝擊性。其懸臂樑缺口衝擊強度為 36~55 J/m,性能優於多數標準 SLA 樹脂,更適合承受機械應力的零件。 JLC3DP 提供 9000HE 列印服務、快速交付及工程支援。對高度重視耐用性的功能性原型、工裝及小量零件而言,它是目前性能最出色的 SLA 材料之一。 SLA 3D 列印中的工程級樹脂是什麼? 標準 SLA......
最佳軟性線材比較:TPU、PEBA 與 TPE
您正在查看三種軟性線材選項,而它們全都宣稱具有「柔韌性」。然而,這個詞涵蓋的範圍非常廣。手機殼握把與無氣籃球都需要柔韌性,但兩者對材料的需求完全不同。本指南將解析 TPU、PEBA 與 TPE 的實際差異,協助您依照零件需要執行的功能做出選擇,而不只是選擇現有材料。 哪種軟性線材最適合 3D 列印? 最柔軟的 3D 列印材料完全取決於應用需求。TPU(熱塑性聚氨酯彈性體)用途最廣,也最容易列印,因此是多數功能性軟質零件的預設選擇。PEBA(聚醚-聚醯胺嵌段共聚物)具有更優異的回彈性及輕量化表現,適合重視能量回饋的應用。TPE(熱塑性彈性體)則是涵蓋多種彈性體的廣義類別,其特性會因品牌及配方而有明顯差異。 軟性線材類型快速摘要 TPU 是用途最廣的主力材料,供應普遍、列印容錯性高,而且耐用程度足以應付多數日常軟性應用。PEBA 則是專業型材料,取得及列印難度較高;但當應用確實需要極高能量回饋時,它通常能提供高於多數 TPU 配方的回彈性。TPE 是變化最大的選項,因為它代表一整個材料家族,而不是單一特定線材,所以性能差異也比前兩類更大。 材料 最適合的用途 列印難度 TPU 一般軟性零件、耐用需求及......
JLC 黑色樹脂:贏得顧客青睞的祕訣
近期,JLC3DP 的 JLC 黑色樹脂回購率持續攀升。它擁有純黑色澤、光滑表面、優異韌性與耐溫性,應用場景廣泛,是許多客戶在設計與生產時的首選黑色材料。 為何選擇 JLC 黑色樹脂? 眾所周知,在 3D 列印產業中,材料的選擇往往直接影響列印成品的品質與性能。不同材料的物理性能差異,會直接反映在產品外觀與後處理難易度上。那麼,在眾多材料中,近期回購率不斷上升的 JLC 黑色樹脂 究竟有哪些獨特優勢? 色澤 JLC3DP 隨機回訪了 100 位客戶,結果顯示,在三款黑色樹脂中,近七成客戶最青睞 JLC 黑色樹脂,比例明顯高於其他兩款。多數客戶表示,最初選擇 JLC 黑色樹脂,正是因為它純黑的色澤特性。這種黑色常用於營造空間感與層次感,且無需二次染色,節省時間與成本。 「JLC 黑色樹脂比其他材料更黑,而且不需要二次染色。」一位攝影師客戶分享選用原因,「當時我們需要一個不會反光的相機固定夾,其他顏色會在拍攝板上造成反光,干擾拍攝效果,於是想到用 3D 列印做一個純黑的夾具試試。」 物理性能 此外,許多客戶在使用市場上其他樹脂材料時,常遇到強度不足、耐溫性差等挑戰。例如,成品強度不夠,無法承受日常使用......
水溶性樹脂:用水即可輕鬆後處理
水溶性樹脂是一種可溶於水的 3D 列印樹脂,可用清水代替傳統的異丙醇(IPA)或其他化學溶劑進行清洗。這項創新減少了後處理對刺激性化學品的需求,節省材料成本,同時讓光固化 3D 列印更方便且環保。本文將介紹水溶性樹脂的特性與使用技巧。 來源:https://www.crealitycloud.com/product/details/Water-Washable-Resin-Plus-6104fd428a69c7c919c39970 水溶性樹脂與傳統光敏樹脂的主要差異在於其在水中的溶解特性。傳統樹脂為疏水材料,難以與水有效作用,因此清洗時通常需使用有機溶劑。水溶性樹脂則在分子結構中引入親水基團,使其具備更高的水溶性,顯著提升水洗效率,從而優化光固化樹脂的後處理流程。 水溶性樹脂的優勢 1. 易於清洗 傳統樹脂需使用異丙醇、乙醇、丙酮等溶劑去除未固化殘留;水溶性樹脂簡化流程,只需清水即可清洗成品。不僅更方便,也省去購買與處理溶劑的成本。 2. 環保 相較於傳統樹脂,水溶性樹脂氣味較低,且不需化學溶劑;廢水處理也更簡單。剩餘清洗水可置於陽光下蒸發,使樹脂微粒固化並與水分離,再過濾後當一般垃圾丟棄。切勿直......