金属研磨工程の比較:3Dプリント品 vs 鋳造品 vs 切削加工品
1 min
- 金属研磨工程の比較:3Dプリント品 vs 鋳造品 vs 切削加工品
- なぜ金属3D造形部品は研磨が最も難しいのか?
- 鋳造金属部品に特有の研磨課題とは?
- なぜ切削金属部品は通常最も研磨しやすいのか?
- 3D造形・鋳造・切削部品で研磨ワークフローはどう違う?
- 各製造プロセスに最適な研磨方法は?
- 部品設計は研磨コストと実現可能性にどう影響する?
- よくある落とし穴
- 金属部品に適切な研磨戦略を選ぶには?
- 金属研磨工程に関するFAQ
金属研磨工程の比較:3Dプリント品 vs 鋳造品 vs 切削加工品
3D造形・鋳造・切削で作られた金属部品の研磨における最大の違いとは?
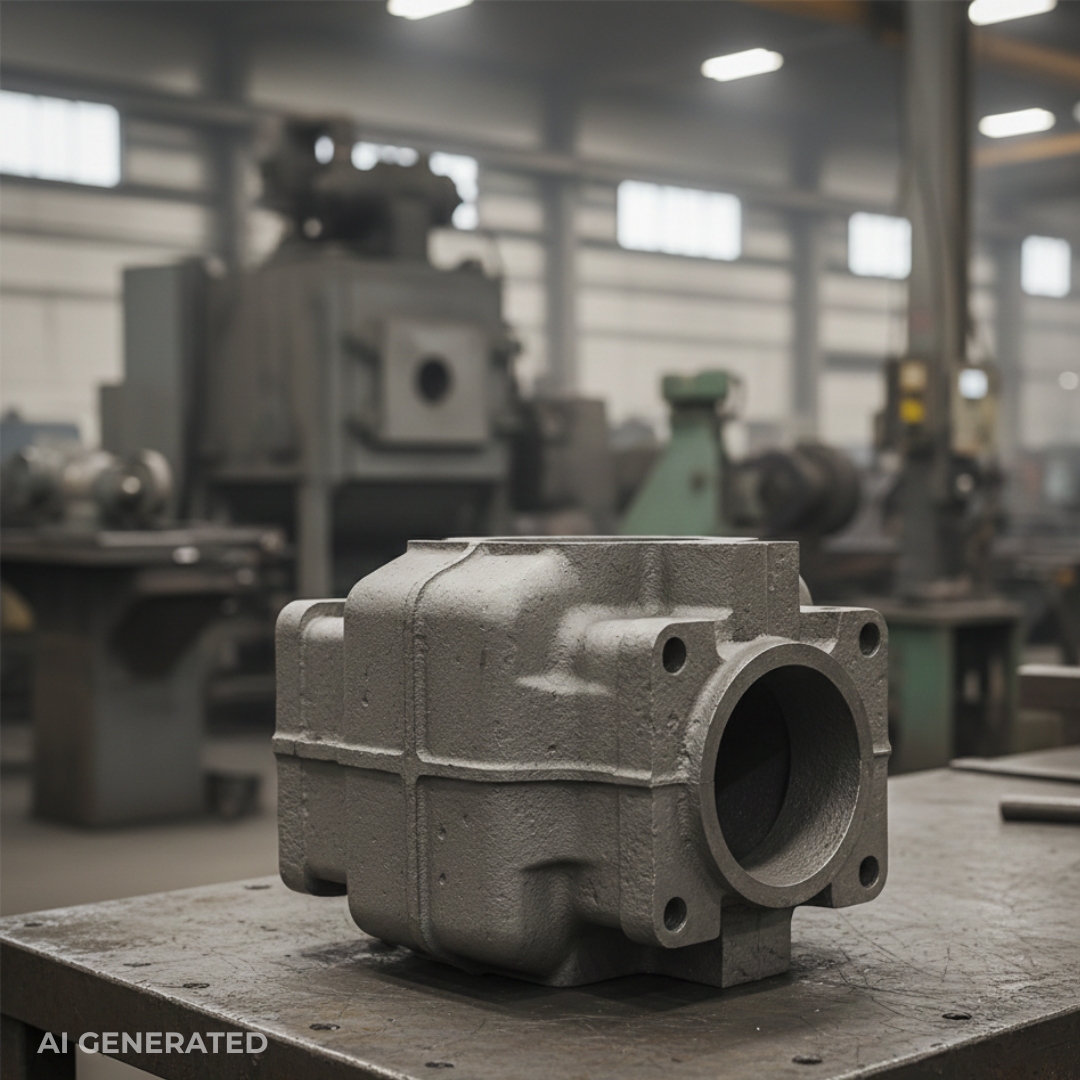
最大の違いは、部品の初期表面状態と内部構造にあります。金属部品の研磨では、造形工程に由来する欠陥を除去する工程が必要です。鋳造品は本来凹凸の多い表面を均すために研磨が必要であり、3D金属造形品の研磨は幾何学的に制御されているが粗い表面を精緻化するものです。つまり、研磨の目的は部品の作製方法によって異なり、欠陥修正なのか表面改善なのかが変わってきます。

この出発点は、想像以上に重要です。切削品はCNCから取り出した時点で予測可能な表面粗さ(標準的なフライス加工でRa 1.6–3.2 µm、精密旋削や研削ではそれ以下)を持っており、研磨は漸進的なものです。工具痕を滑らかにし、外観を向上させたり、シール面のような機能面を高めたりします。材料は既に緻密で均一であるため、研磨工程は単純で再現性が高いのです。
鋳造品は異なります。金型が優れていても、鋳造は表面のウェビネス、局部的な粗面、金型テクスチャや冷却速度に起因する表皮のばらつきをもたらします。初期Ra値は同一部品内でも大きく異なります。鋳造金属の研磨は表面の正規化、つまり不揃いな領域を同じ粗さ帯に揃えることであり、その後でなければ美的・機能的仕上げはできません。
3D造形金属部品、特に粉末床融合品は、最も粗い状態から始まります。造形直後の表面はRa 10–20 µmを超え、半溶融粒子、階段状層、皮下ポロシティを含むことがよくあります。ここでの研磨は仕上げ主導ではなく欠陥主導です。表面改良の前に、脆弱な表面特徴をまず除去する必要があります。
このため、研磨を計画する際は合金そのものよりも造形方法が重要になります。同一のステンレス鋼でも、造形・鋳造・切削で挙動が大きく異なり、研磨戦略はその現実を考慮する必要があります。
JLC3DPでは、この違いを部品仕上げに組み込んでいます。当社の3D金属造形ワークフロー、特にバインダージェット316Lステンレス鋼の研磨は、予測可能な表面挙動と管理された研磨代を前提に設計されており、仕上げが幾何形状や機能を損なうことなく部品を改善します。
なぜ金属3D造形部品は研磨が最も難しいのか?
金属研磨工程が難しいのは、造形直後の表面が醜く、粗さが高く、層線が目立ち、工程に組み込まれた微細ポロシティが隠れているからです。微細な仕上げを考える前に、表面を構造的に健全で視覚的に均一にするための荒研磨が必要になります。

課題は造形工程自体から始まります。粉末床融合(SLM/DMLS)は緻密な部品を作りますが、表面は半溶融粉末粒子と層積みによる階段状凹凸に覆われています。これらの粒子は見た目の問題だけでなく、弱く結合しています。研磨に直進すると粒子が脱落し、ピットが残ります。バインダージェットはさらに粗い表面から始まり、焼結によって強度を得るため、追加のポロシティと表面ばらつきが生じます。異なるプロセスが同じ課題を生み出します:研磨は表面改良ではなく欠陥修正から始まるのです。では3D造形金属部品はどう研磨するのか?
ここでの真の敵はポロシティです。研磨中に材料を除去すると皮下ポアが露出します。1回目で滑らかに見えても、突然ピンホールの星雲が現れます。そのため金属3D造形部品は、研削→検査→手直しの複数サイクルが必要になります。切削品とは異なり、研磨が常に前進するわけではありません。
そのため前処理は避けられません。ほとんどのワークフローは、緩い粒子を落とすためのサンドブラストまたはビードブラストから始まり、層線を平らにするための手動またはCNC研削が続きます。その後で研磨コンパウンドが効果を発揮します。各工程で材料が除去され、そこにリスクが潜みます。
寸法管理はすぐに脆弱になります。薄肉、スナップ機能、精密穴は、研磨が厳しく管理されないと許容差外れします。研削中に0.1 mm失われても大したことに見えますが、機能アセンブリでは部品が使えなくなるほどです。
そのためJLC3DPのような実生産環境では、研磨は画一的なオプションとして扱われません。標準化された研磨は、バインダージェット316Lステンレス鋼のように密度・ポロシティ・表面挙動が予測可能な選定材料にのみ提供されます。それ以外はケースバイケースのエンジニアリングになり、単なる仕上げチェックボックスではありません。
金属3D造形は幾何形状の自由度を提供しますが、研磨となるとその自由度の代償として複雑さが増します。
異なる金属造形プロセスは非常に異なる表面構造を露出させるため、金属3D造形の材料選定は金属部品の研磨が始まるずっと前から重要になります。
鋳造金属部品に特有の研磨課題とは?
鋳造金属部品は別の種類の研磨問題を呈します。3D造形品の予測可能な層パターンや切削品の均一な工具痕とは異なり、鋳造品はランダムさを修正するために研磨されます。目的は精緻化ではなく正規化です。不揃いな表面を均一に振る舞わせようとしているのです。
最大の課題は、プロセスに固有の鋳造欠陥に由来します。表面ポロシティ、ガス孔、収縮孔、冷間割れ、砂混入などが予測不能に現れます。一部はすぐに見え、他は研磨が始まってから露呈します。ある領域を完璧に滑らかにしても、数 mm先に空孔が現れ、手直しや局部充填が必要になることがあります。
鋳造方法は大きく異なります。砂型鋳造は粗く不均一な表面と高い初期Ra値、埋め込まれた砂粒を生じ、研磨は表面を平らにするための重いストック除去から始まることが多いです。ダイカストは金型から出た時点でずっと滑らかですが、流動線、金型摩耗痕、フラッシュが特定領域に集中する独自の問題を引き起こします。これらの違いは、材料が同じでも研磨戦略を調整する必要があることを意味します。
もう一つの独自の課題は、どこを研磨するかを決めることです。鋳造品は均一な表面改良を必要としないことが多く、研磨は局部修理プロセス、つまり欠陥周辺のスポット研削、修理領域を周囲に溶け込ませ、他の場所の過剰除去を避けることになります。全面研磨は、特に大型または構造的にクリティカルな鋳物では無駄・リスク・不要になりがちです。
ロット間ばらつきも事を複雑にします。同一金型からの2つの鋳造品でも、溶湯温度のわずかな変化、金型摩耗、冷却速度により研磨挙動が大きく異なることがあります。その予測不能性は工程計画を難しくし、自動研磨の標準化を困難にします。
要するに、鋳造金属部品の研磨は、鏡面仕上げを追いかけることよりも不確実性を管理することです。成功は欠陥認識、管理された材料除去、そして研磨しないことを知ることにかかっています。鋳造では、すべての表面がわずかに異なる物語を語るからです。
研磨がコストや品質リスクになっている場合、それは研磨の問題ではなく、製造選択の問題であることが多いです。
JLC3DPでは、部品は最初から仕上げを念頭に置いて価格付け・見積もりされます。金属3D造形、CNC切削、表面仕上げは一括して評価され、別々のステップではありません。そのため、研磨が関与しても価格は予測可能なままです。
STLファイルをアップロードすれば、材料・仕上げオプションを含む即時見積もりが得られ、何かを確約する前に研磨が意味があるか、設計やプロセス変更で費用を節約できるかを最速で確認できます。
なぜ切削金属部品は通常最も研磨しやすいのか?
切削金属部品は、圧倒的に最も研磨しやすく、それは主に制御に尽きます。材料構造から表面幾何形状まで、切削部品のほぼすべてが予測可能です。研磨は問題修正ではなく、既存のものを精緻化することです。
均一な材料構造が大きな違いを生む
切削部品は、緻密で均質な鍛造材またはビレット材から切り出されます。内部ポロシティ、閉じ込められたガス、研磨中に出てくる隠れた空孔はありません。材料が研磨下で一貫して振る舞うため、すべての研磨パスが均一に材料を除去します。これだけで鋳造や金属3D造形と比べて巨大なリスク源が消えます。
工具パス痕 vs 積層アーティファクト
切削に残る表面特徴は意図的で再現可能です。工具痕は、カッタ幾何形状と工具経路戦略に基づいて、直線状・円状・スカロップ状などの既知のパスに従います。積層層線とは異なり、これらの痕は高さや方向が予測不能に変化しません。研磨は、変化する表面トポロジーと闘うのではなく、単にそれらを滑らかにするだけです。
制御された初期表面粗さ
最大の利点の一つは、既知の初期Raです。よく切削された表面は、すでにRa 1.6–3.2 µm、時にはそれ以下になることがあります。つまり、研磨は激しい前処理をスキップし、中仕上げまたは精仕上げ段階に直接移行できます。ストック除去も熱も寸法リスクも少ない。
精仕上げへの道が早い
欠陥を追う必要がないため、微細砥粒への移行が速く、研磨時間が短縮され、労力が低減し、表面品質は非常に線形的で予測可能に向上します。驚きを発見するのではなく、ピークを精緻化しているのです。
予測可能な最終表面品質
これらすべてが一つの主な利点につながります:再現性です。切削工程が同じ3D金属造形表面仕上げに一貫して到達すれば、研磨は同じ最終Raを一貫して達成します。その予測可能性が、表面品質が実際に重要となる美的、シール、精密フィット用途での出発点として切削部品が好まれる理由です。
研磨では、未知数が少ない方が常に勝ち、切削部品は未知数が最も少ないのです。
3D造形・鋳造・切削部品で研磨ワークフローはどう違う?

金属研磨技術の違いは、主に前処理ステップ数、必要な砥粒進行、有用な表面仕上げが得られるまでに除去しなければならない材料量にあります。単純に言えば:初期表面が粗く予測不能ほど、ワークフローは長くリスクが高くなります。
以下に3D造形 vs 鋳造 vs 切削部品の研磨を概観します。
研磨ワークフローの核心比較
| 項目 | 3D造形部品 | 鋳造部品 | 切削部品 |
| 代表的初期Ra | Ra 8–20 µm(以上) | Ra 6–12 µm | Ra 1.6–3.2 µm |
| 表面欠陥 | 層線、ポロシティ、半溶融粒子 | 収縮孔、砂テクスチャ、介在物 | 工具痕のみ |
| 研磨前工程 | 必須(ブラスト、研削、レベリング) | 必要なことが多い(局部研削) | しばしばスキップ |
| 使用砥粒範囲 | 非常に広い(粗→細) | 中→細 | 狭い(主に細) |
| 材料除去量 | 多く、制御が難しい | 中程度、局部 | わずか、制御済み |
| プロセス予測性 | 低~中 | 中 | 高 |
| コスト感度 | 非常に高い | 中 | 低 |
この比較は、ワークフローの長さが研磨コストを直接左右することを示しています。
ワークフロー長さがコストを左右する理由
研磨コストは、砥粒よりも労働時間とスクラップリスクに支配されます。追加の前処理ステップは、たびにハンドリング、検査、寸法不確実性を加えます。金属3D造形部品は、微細研磨が可能になるために複数の粗仕上げ段階を要し、部品あたり時間が劇的に増大します。
鋳造部品は中間に位置します。ある部分は簡単に研磨でき、他はそうでません。ワークフロー長さは、欠陥密度と鋳造品質に大きく依存し、見積もりを難しくし、結果の一貫性を低下させます。
切削部品は短く線形的なワークフローの恩恵を受けます。時間もステップも少なく、手直しリスクもはるかに低い。
研磨が経済的に非現実になる場合
以下のとき、研磨は意味を失います:
1. 要求材料除去が許容差を脅かす
2. 表面欠陥が許容ストックより深い
3. 労働時間が部品価値を超える
これは最も頻繁に後処理を念頭に置かずに設計された3D造形金属仕上げで起こります。対照的に、切削部品は鏡面仕上げが要求されない限り、この閾値にほとんど達しません。
各製造プロセスに最適な研磨方法は?

最も効果的な研磨方法は、金属そのものよりも部品の作り方に依存します。機械研磨は予測可能な表面を持つ切削部品に最適ですが、電解またはハイブリッド研磨法は、高い粗さと内部表面複雑性から始まる金属3D造形部品により適しています。
切削部品:まず機械研磨
切削部品は、ベルト研磨、ホイール研磨、手動砥粒シーケンスなど、従来の機械研磨に極めてよく反応します。表面は均一な工具痕と緻密材料を既に持っており、研磨は純粋に滑らかにすることに集中できます。
機械研磨が非効率になるのは、極めて低いRa値や鏡面仕上げが要求される場合のみで、複数の微細段階で時間が増大し、大きな改善が得られなくなります。
3D造形部品:電解研磨とハイブリッド法
積層部品、特に粉末床融合品は、電解研磨の恩恵を受けることが多いです。機械法とは異なり、電解研磨は微視的レベルで均一に材料を除去し、層線が作る個々の峰谷を追うことなく粗さを低減します。
それでも電解研磨だけでは不十分です。ほとんどの生産ワークフローはハイブリッドアプローチを使用します:
1. 機械または砥粒ブラストで高い峰を除去
2. 残存粗さを滑らかにするための電解研磨を続行
この組み合わせは、寸法リスクを最小化しながら一貫性を向上させます。
鋳造部品:ターゲット機械+振動仕上げ
鋳造部品は、ピットやパーティングラインなどの欠陥に対処するための局部機械研磨を通常必要とします。大量生産では、複数部品を同時に表面テクスチャを均一化するための振動またはタンブリングプロセスがよく機能します。
化学研磨は特定合金で使用されることがありますが、鋳造品質のばらつきはこれらの方法の積極性を制限することが多いです。
なぜハイブリッドワークフローが生産を支配するのか
実際の製造環境では、単一方法研磨は稀です。ハイブリッドワークフローは、表面仕上げ要求が厳しくても許容差が重要な場合、速度、一貫性、コストのバランスを取ります。
部品設計は研磨コストと実現可能性にどう影響する?
研磨コストは、通常、研磨が始まる前に決まります。設計・製造時の幾何形状選択、表面仕上げ要求、許容差決定は、研磨方法自体よりも研磨労力にずっと大きな影響を与えます。
幾何形状は仕上げだけでなく労働も左右する
鋭い内角、深いポケット、盲孔、内部チャネル、アンダーカットは、最大のコスト要因の一部です。これらの特徴は、従来の研磨工具では到達が難しい、または不可能です。実際には、より多くの手作業、カスタム工具、または不均一な仕上げを受け入れることになります。金属3D造形部品では、内部特徴が特に問題で、研磨がポロシティを露出させたり、過剰材料除去なしに修正できない粗い領域を残したりすることがあります。
表面仕上げの過剰指定のコスト
最も一般的な間違いの一つは、必要のない表面に鏡面または美的仕上げを指定することです。Ra値を一段下げるたびに、時間と材料除去が比例以上に要求されます。機能嵌合面は微細研磨を正当化するかもしれませんが、非クリティカル面に同じ3D造形金属仕上げを要求すると、実益なくコストが膨張します。
研磨代を設計に組み込む
すべての金属表面研磨技術は、あるレベルの材料除去を伴います。設計がこれを考慮しないと、目標仕上げを達成するために寸法が許容差外れになります。これはバインダージェットなどの積層部品で特に重要で、ブラストや研削などの研磨前工程が避けられません。研磨のための管理されたストックを加えることで、結果がより予測可能になり、スクラップリスクが低減します。金属3D造形の設計ルールを学んでください。
研磨を考慮した設計(Design-for-Polishing)原則
良い設計は仕上げを想定します。アクセス可能な表面を優先し、不要な内部美観を避け、機能が要求する場所のみに仕上げを指定し、現実的な材料除去に許容差を合わせます。
バインダージェットステンレス部品では、JLC3DPの標準金属研磨は定義された表面代を前提としています。設計の早い段階でこれを考慮することが、クリーンで経済的な仕上げと高価な再設計の違いになります。
よくある落とし穴

ここは、ほとんどの技術ガイドがスキップする部分ですが、実際の仕事で物事が誤る場所です。
私が見る最大の間違いの一つは、3D造形金属部品を切削部品のように扱うことです。紙上では両方とも「金属」ですが、研磨ではまったく異なる振る舞いをします。積層部品は同じ密度や表面予測性を持たないため、切削研磨の仮定を適用すると、ほぼ必ず手直し、許容差破損、醜い表面ブレークアウトにつながります。
もう一つの痛い教訓:初期に材料を取りすぎることです。積極的な研削は、表面が粗いときは効率的に感じます。しかし、一度オーバーシュートすると、元に戻せません。寸法検査で合格しても、研磨後に不合格になる部品を、誰かが視覚的改善を追いかけすぎて、管理された砥粒進行を踏まずに早回りした例を見てきました。
ポロシティは静かな殺し屋です。研磨後のポロシティ露出を無視することで、見た目「良好」だった部品が突然検査で不合格になります。材料が削れるにつれ、皮下ボイドが開き、滑らかな仕上げが隠蔽できないざらつき欠陥に変わることがあります。これは特に金属3D造形部品と特定の鋳造法で一般的です。
最後に、人々は一貫してコストモデルで研磨時間を過小評価します。研磨は線形ではありません。表面仕上げを一段向上させるたびに、前の段階よりも時間がかかり、特に基本的な機能仕上げを超えた後はそうです。研磨が事後考慮として扱われると、予算はすぐに崩壊します。
これらは理論的な間違いではありません。部品が既に作られた後に現れ、修正が高価になるものです。
金属部品に適切な研磨戦略を選ぶには?
適切な研磨戦略は、部品の作り方、表面が実際に何をすべきか、受け入れられるコストとリスクをバランスさせることから来ます。最も滑らかな仕上げを盲目的に追いかけることではありません。
まず、機能表面と美的表面を分離します。ネジ、シール面、嵌合面、疲労クリティカルゾーンは管理された研磨に値します。隠蔽または非接触領域は通常そうではありません。すべてをオーバーポリッシュすることは、お金と許容差を失う最速の方法の一つです。
次に、試作 vs 生産を考えます。少量または試作では、手動またはハイブリッド研磨が許容できます。生産では、再現性が完全さより重要です。研磨ワークフローが予測不能であれば、スケーラブルではありません。
最後に、研磨が完全に間違った解決策である場合を知ります。目標Raに到達するのに過剰な材料除去、長いサイクル時間、研磨後修理が必要な場合、それはしばしば設計問題であり、仕上げ問題ではありません。幾何形状の再設計、製造方法の変更、表面要求の緩和は、部品の自然な構造に逆らう研磨を無理に行うよりもはるかに効果的です。
良い研磨判断は早く、プロセスの現実を踏まえて、最後の「もっと良く見せる」圧力の下で遅れて行われるものではありません。
研磨コスト、仕上げ品質、寸法リスク、または積層製造用金属仕上げがまだ不明な場合、最速の現実チェックは見積もりです。部品をJLC3DPにアップロードし、製造方法と仕上げが価格にどう実際に影響するかを、生産コミット前に確認してください。
金属研磨工程に関するFAQ
Q1: 金属部品には常に研磨が必要?
いいえ。多くの機能部品は、造形・鋳造・切削のままで十分に機能します。研磨は目的が必要で、美的だけではないはずです。
Q2: どんな部品が研磨の恩恵を最も受ける?
シール面、摺動界面、目立つ美的領域、疲労感受性の高い特徴が、管理された研磨から最も価値を見出します。
Q3: 研磨で製造の不良表面品質を修正できる?
限度があります。重度のポロシティ、ウェビネス、寸法問題は、新たな問題を生じさせずに研磨で解決できることは稀です。
Q4: なぜ高い仕上げになると研磨コストが急上昇する?
表面粗さを一段下げるたびに、より微細な砥粒、より多くの時間、より厳しい管理、より高いリスクが必要になり、コストは指数的に上昇します。
Q5: 設計段階で研磨を考慮すべき?
もちろん。幾何形状、許容差、表面仕様は、仕上げが始まるずっと前に研磨の実現性を決定します。
学び続ける
金属研磨工程の比較:3Dプリント品 vs 鋳造品 vs 切削加工品
金属研磨工程の比較:3Dプリント品 vs 鋳造品 vs 切削加工品 3D造形・鋳造・切削で作られた金属部品の研磨における最大の違いとは? 最大の違いは、部品の初期表面状態と内部構造にあります。金属部品の研磨では、造形工程に由来する欠陥を除去する工程が必要です。鋳造品は本来凹凸の多い表面を均すために研磨が必要であり、3D金属造形品の研磨は幾何学的に制御されているが粗い表面を精緻化するものです。つまり、研磨の目的は部品の作製方法によって異なり、欠陥修正なのか表面改善なのかが変わってきます。 この出発点は、想像以上に重要です。切削品はCNCから取り出した時点で予測可能な表面粗さ(標準的なフライス加工でRa 1.6–3.2 µm、精密旋削や研削ではそれ以下)を持っており、研磨は漸進的なものです。工具痕を滑らかにし、外観を向上させたり、シール面のような機能面を高めたりします。材料は既に緻密で均一であるため、研磨工程は単純で再現性が高いのです。 鋳造品は異なります。金型が優れていても、鋳造は表面のウェビネス、局部的な粗面、金型テクスチャや冷却速度に起因する表皮のばらつきをもたらします。初期Ra値は同一部品内で......
選択的レーザー溶融(SLM)と直接金属レーザー焼結(DMLS)の比較
選択的レーザー溶融(SLM)と直接金属レーザー焼結(DMLS)の比較 Selective Laser Melting (SLM) および Direct Metal Laser Sintering (DMLS) は、金属3Dプリンティング分野で独自のアプローチを特徴とする主要な技術です。DMLSプロセスでは、高出力レーザーがCADモデルに従って金属粉末の層を選択的に溶融・焼結します。この方法では粉末粒子が部分的に融合し、材料選択の多様性を提供しながら、わずかな多孔性や機械的特性のばらつきを招く可能性があります。一方、SLMは金属粉末を層ごとに完全に溶融させ、より緻密で均質な構造を実現します。SLMの高精度はトレードオフとなり、材料選択が限られますが、機械的特性はしばしば優れています。DMLSは所望の結果を得るために多くの後処理を必要とする可能性がありますが、SLMは完全な融合により通常は後処理が少なくて済みます。本記事では、DMLSとSLMの複雑な仕組みを掘り下げ、両者を区別する主要な違いを明らかにします。 プロセスの洞察:焼結 vs. 溶融 DMLSとSLMの決定的な違いは、層ごとの造形という基本......
金属3Dプリンティング:技術とプロセスの概要
金属3Dプリンティングとは? 金属3Dプリンティング(積層造形、金属積層造形とも呼ばれる)は、金属粉末を層状に選択的に堆積・溶融させることで三次元物体を作製する技術です。電子ビームメルティング(EBM)や選択的レーザーメルティング(SLM)などの手法が用いられます。従来の製造技術と比べ、金属3Dプリンティングは設計の自由度、複雑な幾何学形状、高精度な複雑・カスタマイズ金属部品の製造において優位性を持ちます。 動作原理 金属3Dプリンティング(積層造形)は順序的なプロセスで進行します。まず3D CADソフトウェアでデジタルモデルを作成し、モデルを薄い層にスライスして金属粉末を用意します。SLMやEBMなどの技術を用いて、プリンターはスライスされた設計に従い金属粉末を層ごとに選択的に溶融・融合させます。この層別アプローチを繰り返すことで物体が完成します。その後、サポート構造の除去や熱処理・表面仕上げなどの後処理が行われる場合があります。結果として、複雑なディテールと精密な仕様を持つ完全な金属オブジェクトが得られます。 金属3Dプリンティングの主要方式 業界で一般的に用いられる金属3Dプリンティング技術......