Guía de diseño para impresión 3D
Última actualización el Jun 02, 2025
1. Dimensiones de la impresión 3D
Tamaño máximo y mínimo de fabricación
| Tecnología 3D | Material | Tamaño Máx. (largo x ancho x alto) mm | Tamaño Mín. (largo x ancho x alto ) mm |
| SLA (Resina) | LEDO 6060 | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 |
| Resina 9600 | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 | |
| Resina negra | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 | |
| Resina negra JLC | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 | |
| negra Imagine Black | 580 x 580 x 380 | 5 x 5 x 5 / 10 x 2 x 2 | |
| 8001 | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 | |
| CBY | 780 x 780 x 530 | 5 x 5 x 5 / 10 x 2 x 2 | |
| 8228 | 580 x 580 x 380 | 5 x 5 x 5 / 10 x 2 x 2 | |
| WJP (Resina) | Resina a todo color | 380 x 330 x 230 | 5 x 5 x 5 / 10 x 2 x 2 |
| MJF (Nylon) | PA12 | 370 x 276 x 360 | 5 x 5 x 5 / 10 x 2 x 2 |
| PAC | 320 x 175 x 225 | 5 x 5 x 5 / 10 x 2 x 2 | |
| SLS (Nylon) | 3201PA-F | 350 x 350 x 400 | 5 x 5 x 5 / 10 x 2 x 2 |
| 1172Pro | 250 x 250 x 590 | 5 x 5 x 5 / 10 x 2 x 2 | |
| SLM(Metal) | 316L | 390 x 290 x 390 | 5 x 5 x 5 / 10 x 2 x 2 |
| FDM (Plástico) | ABS | 580 x 480 x 480 | 30 x 30 x 10 |
| ASA | 250 x 250 x 300 | 30 x 30 x 10 | |
| PLA | 250 x 250 x 300 | 30 x 30 x 10 | |
| PA12-CF | 250 x 250 x 300 | 30 x 30 x 10 | |
| TPU | 250 x 250 x 300 | 30 x 30 x 10 |
2. Grosor de pared

El proceso de impresión 3D incluye varias etapas, como la limpieza con alcohol, la eliminación de soportes, el lijado y el granallado, entre otras. Por ello, los modelos requieren una cierta resistencia y el grosor de pared determina la resistencia de las piezas.
En impresión 3D, el grosor de pared se refiere a la distancia entre una superficie de la pieza y su superficie opuesta. Una pieza fabricada mediante impresión 3D tiene un grosor de pared mínimo depende del tamaño total. Como norma general, se recomienda aumentar el grosor de pared cuando se escala el diseño a un tamaño mayor.
| Material / Rango de Tamaño (mm) | 5 × 5 mm | 10 × 10 mm | 50 × 50 mm | 100 × 100 mm | 200 × 200 mm |
|---|---|---|---|---|---|
| Resina (SLA) | 0,5 mm | 0,8 mm | 1,0 mm | 1,5 mm | 2,0 mm |
| Nylon (MJF) | 1,0 mm | 1,2 mm | 1,5 mm | 2,0 mm | 2,0 mm |
| Nylon (SLS) | 1,0 mm | 1,2 mm | 1,5 mm | 2,0 mm | 2,0 mm |
| Metal (SLM) | 1,5 mm | 1,5 mm | 1,5 mm | 2,0 mm | 2,5 mm |
| Plástico (FDM) | / | / | 1,6 mm | 2,0 mm | 2,5 mm |
El grosor mínimo de pared recomendado para estructuras como salientes (protrusion), elementos de posicionamiento, pestañas de encaje (snaps) y fijaciones (fasteners), se recomienda un grosor mínimo superior a 1,5 mm.
3. Detalles en relieve y grabados
Detalle en relieve mínimo
SLA (Resina): 0,8 mm de profundidad y 0,8 mm de ancho
MJF (Nylon): 0,8 mm de profundidad y 0,8 mm de ancho
SLS (Nylon): 0,8 mm de profundidad y 0,8 mm de ancho
FDM (Plástico): 0,8 mm de profundidad y 0,8 mm de ancho
SLM (Metal): 1,0 mm de profundidad y 1,0 mm de ancho
Detalle grabado mínimo

SLA (Resina): 0,8 mm de profundidad y 0,8 mm de ancho
MJF (Nylon): 0,8 mm de profundidad y 0,8 mm de ancho
SLS (Nylon): 0,8 mm de profundidad y 0,8 mm de ancho
FDM (Plástico): 0,8 mm de profundidad y 0,8 mm de ancho
SLM (Metal): 1,0 mm de profundidad y 1,0 mm de ancho
4. Diseño de roscas
Los dos factores principales que afectan a la impresión 3D de roscas no estándar son el paso de rosca (thread pitch) y el ángulo de hélice (helix angle).


| Material | Paso mínimo de rosca (thread pitch) | Ángulo de hélice (helix angle) |
|---|---|---|
| Resina (SLA) | 0,5 mm | 30° |
| Nylon (MJF) | 0,6 mm | 30° |
| Nylon (SLS) | 0,6 mm | 30° |
| Plástico (FDM) | 1,0 mm | 30° |
| Metal (SLM) | / | / |
La holgura del ajuste (clearance fit) de la rosca debe tener en cuenta las indicaciones del apartado “5. Holguras en el modelo (Model Clearance)”. Si el diseño no incluye un ajuste de holgura adecuado, el montaje puede resultar muy difícil o incluso imposible. La rosca mínima recomendada para impresión es M6. Para las piezas impresas en metal 316L, se recomienda realizar un roscado tapping.
5. Holguras en el modelo (Model Clearance)
A. Holgura entre piezas que se ensamblarán juntas
Los módulos pueden imprimirse para ser ensamblados, siempre que cumplan con la holgura mínima especificada en la siguiente tabla:

| Material | Resina (SLA) | Nylon (MJF) | Nylon (SLS) | Plástico (FDM) | Metal (SLM) |
|---|---|---|---|---|---|
| Holgura mínima | 0,2 mm | 0,2 – 0,4 mm | 0,2 – 0,4 mm | 0,5 mm | 0,5 mm |
B. Holgura entre piezas móviles
La holgura mínima entre dos piezas móviles o conectadas es la siguiente:
| Material | Resina (SLA) | Nylon (MJF) | Nylon (SLS) | Plástico (FDM) | Metal (SLM) |
|---|---|---|---|---|---|
| Holgura mínima | 0,5 mm | 0,6 mm | 0,6 mm | 0,5 mm | 1,0 mm |
Nota: Estos valores corresponden a holguras mínimas para estructuras simples y pueden no ser aplicables a todas las estructuras.
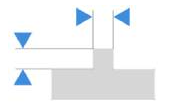
6. Agujeros de escape
Los diseños huecos requieren un agujero de escape para permitir que el exceso de material salga durante el proceso de impresión 3D. La mayoría de los servicios de impresión emplean técnicas y máquinas que exigen al menos un agujero de escape.

(1) El diámetro mínimo de un agujero de escape es de 2,5 mm.
(2) Si el diámetro del agujero es inferior a 3 mm, se requieren dos agujeros de escape; de lo contrario, la resina no podrá salir correctamente, lo que impedirá la limpieza de la cavidad y aumentará el riesgo de que la pieza se agriete con el tiempo.
(3) El tamaño y la cantidad de agujeros de escape deben determinarse en función del tamaño y la estructura del modelo.
(4) Los soportes internos de la cavidad no podrán eliminarse completamente a menos que el agujero de escape sea lo suficientemente grande.
7. Diseño de agujeros
Relación entre el diámetro del agujero (Φ) y la profundidad del agujero (h):
| Material | Φ = 1,0 mm | Φ = 1,5 mm | Φ = 2,0 mm |
|---|---|---|---|
| Resina (SLA) | h = 1,0–3,0 mm | h = 1,5–4,5 mm | h = 2,0–6,0 mm |
| Nylon (MJF) | / | h = 1,5–4,5 mm | h = 2,0–6,0 mm |
| Nylon (SLS) | / | h = 1,5–4,5 mm | h = 2,0–6,0 mm |
| Plástico (FDM) | / | h = 1,5–4,5 mm | h = 2,0–6,0 mm |
| Metal (SLM) | / | h = 1,5–4,5 mm | h = 2,0–6,0 mm |
Si los modelos son diseñados con micro-poros y agujeros profundos, por favor consulte los estándares anteriores.
Para piezas con acabado de pintura en spray, se requiere un diámetro mínimo de 2,0 mm para evitar problemas como residuos de material, obstrucciones, etc.
8. Diseño de columnas pequeñas

Relación entre el diámetro de la columna (D) y la altura de la columna (H), según el material utilizado:
| Material / Diámetro | D = 1,0 mm | D = 2,0 mm | D = 3,0 mm |
|---|---|---|---|
| Resina (SLA) | H = 1 mm | H = 2 – 4 mm | H = 3 – 6 mm |
| Nylon (MJF) | — | H = 2 – 4 mm | H = 3 – 6 mm |
| Nylon (SLS) | — | H = 2 – 4 mm | H = 3 – 6 mm |
| Plástico (FDM) | — | H = 2 – 4 mm | H = 3 – 6 mm |
| Metal (SLM) | — | H = 2 – 4 mm | H = 3 – 6 mm |
Si el modelo incluye columnas de posicionamiento, por favor siga los estándares indicados.
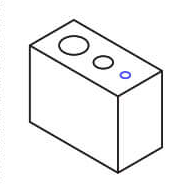
9. Modelos de formas especiales
Un modelo de forma especial se refiere principalmente a estructuras huecas que ocupan un gran volumen, como se muestra en la siguiente imagen:

Cuando un modelo se diseña como una pieza de forma especial y cumple con los requisitos de impresión, se aplicará un coste adicional acorde a la complejidad.
10. Tolerancias en impresión 3D
A. Tolerancias del modelo:
Resina (SLA): ±0,2 mm para dimensiones inferiores a 100 mm, ±0,3% para dimensiones superiores a 100 mm.
Nylon (MJF): ±0,3 mm para dimensiones inferiores a 100 mm, ±0,4% para dimensiones superiores a 100 mm.
Nylon (SLS): ±0,3 mm para dimensiones inferiores a 100 mm, ±0,4% para dimensiones superiores a 100 mm.
Plástico (FDM): ±0,3 mm para dimensiones inferiores a 100 mm, ±0,4% para dimensiones superiores a 100 mm.
Metal (SLM): ±0,3 mm para dimensiones inferiores a 100 mm, ±0,4% para dimensiones superiores a 100 mm.
Las tolerancias indicadas se aplican a modelos sin deformaciones ni curvaturas, y sin procesos como pintura o aplicación de spray de aceite.
B. Tolerancias de los agujeros:
Resina (SLA): ±0.3mm
Nylon (MJF) : ±0.3mm
Nylon (SLS) : ±0.3mm
Plástico (FDM) : ±0.4mm
Metal (SLM) : ±0.5mm
Nota importante:
Generalmente, los agujeros tienden a encoger y quedar más pequeños. En piezas impresas en metal 316L, si las piezas son con áreas internas huecas con áreas o estructuras internas huecas, la tolerancia general es de hasta -0,5 mm (por ejemplo, anillos, manguitos o agujeros rectangulares o poligonales). A mayor grosor de pared del agujero, mayor será la contraccióndel mismo. Si se requieren tolerancias estrictas en agujeros o roscas, se recomienda dejar un espacio margen y realizar el roscado (tapping) con precisión por su parte después de la impresión.
Cambios en la tolerancia con el tiempo:
| Material | 1–3 días | 3–7 días |
|---|---|---|
| Resina (SLA) | 0,15 mm o 0,15 % | 0,2 mm o 0,20 % |
| Nylon (MJF) | / | / |
| Nylon (SLS) | / | / |
| Plástico (FDM) | / | / |
| Metal (SLM) | / | / |