Binder Jetting vs SLM : quelle impression 3D métal choisir ?
17 min
- 1. Introduction
- 2. Aperçu des deux principaux procédés d’AM métallique
- 3. Binder Jetting vs SLM : Comparaison rapide
- 4. Applications réelles
- 5. Conseils de conception et défis courants
- 6. Choisir entre Binder Jetting et SLM
- 7. Conclusion : Tendances futures
- FAQ : BJ vs SLM
1. Introduction
Alors que l’impression 3D métallique continue de croître rapidement, deux technologies sont souvent comparées : le Metal Binder Jetting (MBJ) et le Selective Laser Melting (SLM). Ingénieurs et débutants se posent fréquemment les mêmes questions :
« SLM vs Binder Jetting — laquelle est meilleure ? »
« Metal Binder Jetting vs SLM — laquelle choisir pour mon projet ? »
La vérité est que chaque technologie a ses points forts. Selon le rapport du marché de l’impression 3D métallique de ResearchAndMarkets, le marché mondial de l’impression 3D métallique devrait passer de 9,28 milliards de dollars en 2024 à 11,71 milliards de dollars en 2025, avec un CAGR de 26,2 %. De son côté, Mordor Intelligence prévoit que le Binder Jetting atteindra 6 % du marché total de l’AM métallique d’ici 2025 et croîtra jusqu’à 1,44 milliard de dollars d’ici 2030, avec un CAGR de 17,79 %.
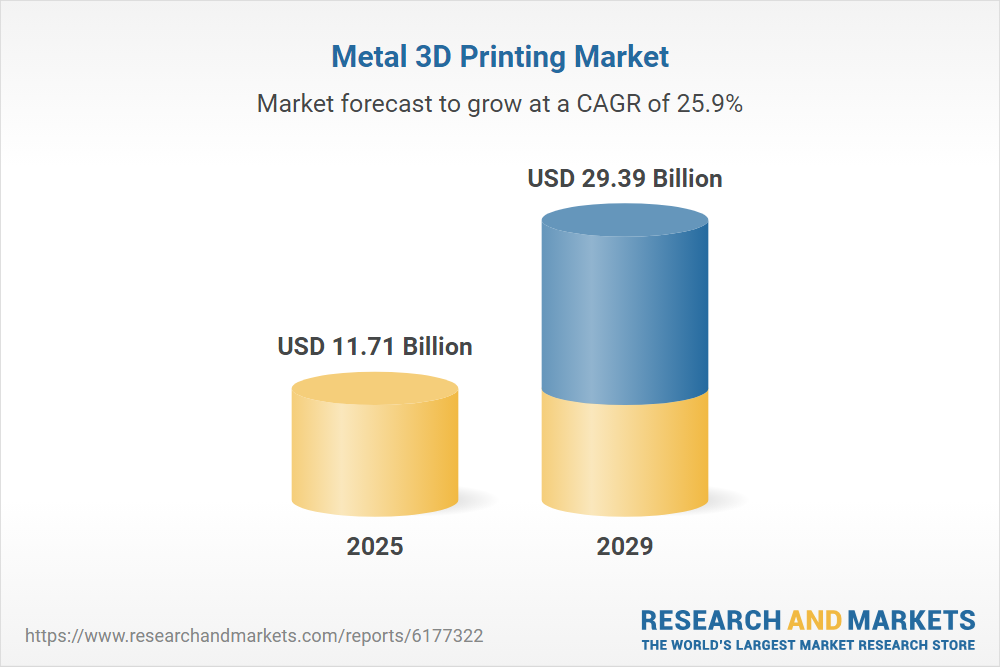
(source : researchandmarkets.com)
Cette croissance rapide montre comment le Binder Jetting devient une technologie clé pour la production de pièces métalliques en volume et à coût réduit. À la recherche d’une solution rapide et économique pour tester le Binder Jetting métallique ? JLC3DP propose maintenant le BJ-316L en acier inoxydable sur système HP, ce qui en fait un choix privilégié pour de nombreux ingénieurs souhaitant produire en série. BJ-316L est actuellement en promotion — économisez jusqu’à 25 $. Passez votre commande dès aujourd’hui pour réduire le temps et le coût de production. Obtenez vos coupons maintenant.

Parallèlement, le marché de l’impression 3D SLM devrait connaître un CAGR de 15 % entre 2025 et 2033.
Évidemment, ces deux tendances en impression 3D métallique gagnent en popularité dans toutes les industries. Dans cet article, nous comparons Metal Binder Jetting vs SLM en termes de coût, performance, vitesse, applications et règles de conception — pour vous aider à comprendre quelle technologie correspond à vos besoins et quand le Binder Jetting présente un avantage majeur.
2. Aperçu des deux principaux procédés d’AM métallique
2.1 Qu’est-ce que le Metal Binder Jetting (MBJ) ?
Le Metal Binder Jetting (MBJ) est un procédé de fabrication additive qui construit des pièces métalliques couche par couche en utilisant un agent liant liquide. Le processus de Binder Jetting peut être résumé en trois étapes principales. Tout d’abord, un racleur (recoater) étale une fine couche de poudre métallique (comme l’acier inoxydable, l’acier à outils ou le cuivre) sur la plateforme de fabrication. Ensuite, une tête d’impression, similaire à celles utilisées dans les imprimantes jet d’encre 2D, dépose de manière sélective un liant adhésif sur le lit de poudre, liant les particules entre elles pour former une seule section transversale de la pièce. Ce processus se répète jusqu’à ce que la pièce « verte » entière soit complète dans le lit de poudre.
Une étape critique de post-traitement est le frittage après le Binder Jetting. La pièce verte fragile est soigneusement retirée de la poudre libre et placée dans un four à haute température. Pendant le frittage, le liant est brûlé et les particules métalliques restantes fusionnent par diffusion à l’état solide, donnant une pièce entièrement métallique. Il est à noter que la pièce subit un retrait prévisible et maîtrisable pendant cette phase.
Le MBJ se caractérise par sa grande vitesse, son coût faible par rapport aux méthodes basées sur la fusion, et sa capacité à produire des pièces de grande taille. Son procédé non thermique pendant l’impression et sa capacité à empiler plusieurs pièces de manière dense dans le volume de fabrication le rendent particulièrement adapté à la production en série, offrant d’importants avantages en termes de scalabilité et d’efficacité par lot.
2.2 Qu’est-ce que le Selective Laser Melting (SLM) ?
Le Selective Laser Melting (SLM) est un procédé de fusion sur lit de poudre qui utilise un laser haute puissance pour fondre et fusionner complètement les particules métalliques. Dans le processus d’impression 3D SLM, une chambre de fabrication est d’abord remplie d’un gaz inerte et chauffée. Une fine couche de poudre métallique est ensuite étalée, et un faisceau laser scanne de manière sélective la section transversale de la pièce, fondant complètement la poudre. La plateforme s’abaisse, une nouvelle couche de poudre est appliquée, et le processus se répète jusqu’à ce que la pièce soit entièrement construite.
Cette fusion laser métallique point par point à haute énergie permet d’obtenir des pièces d’une densité exceptionnellement élevée (plus de 99,5 %), avec d’excellentes propriétés mécaniques SLM et des microstructures fines comparables à celles des matériaux forgés. Ce procédé est idéal pour créer des canaux internes complexes et des structures légères en treillis. Le SLM est la méthode privilégiée pour traiter des métaux réactifs et à haute performance tels que l’aluminium, les alliages de titane, l’acier inoxydable et les superalliages à base de nickel, ce qui le rend essentiel pour les applications exigeantes dans l’aéronautique, le médical et l’automobile.
3. Binder Jetting vs SLM : Comparaison rapide
Tableau comparatif rapide
| Dimension | BJ (Binder Jetting) | SLM (Selective Laser Melting) |
| Coût | Machine moins chère ; coût par pièce baisse rapidement en grande série ; post-traitement (frittage/HIP) nécessaire | Coût machine et énergie élevé ; coût par pièce stable ; idéal pour petites séries haute performance |
| Vitesse & débit | Très rapide ; adapté aux petites et moyennes séries | Plus lent ; idéal pour prototypes et pièces haute performance |
| Densité & propriétés mécaniques | Densité moindre après frittage ; HIP souvent requis | Densité très élevée ; propriétés mécaniques excellentes ; HIP rarement nécessaire |
| Taille & liberté de conception | Bon pour grandes pièces et structures internes complexes | Grande précision pour détails fins et précis |
| Qualité de surface & post-traitement | Surface initiale lisse ; retrait possible au frittage | Surface plus rugueuse ; nécessite souvent usinage ou sablage |
| Effets thermiques & déformations | Pas de fusion ; peu de contraintes thermiques | Forte contrainte thermique ; nécessite contrôle de déformation |
| Supports | Non requis | Supports nécessaires pour gestion thermique et stabilité |
| Coût machine & compétences | Machine moins chère ; facile à utiliser | Machine coûteuse ; opérateurs expérimentés nécessaires |
3.1 Analyse des coûts : quand Binder Jetting est moins cher
Comprendre les différences de coûts entre le Binder Jetting et le SLM est essentiel pour choisir le bon procédé d’impression 3D métal. Dans de nombreuses études comparatives sur le coût de l’impression 3D métal, le Binder Jetting montre un avantage clair pour les séries de production moyennes à grandes, tandis que le SLM reste compétitif pour les pièces à faible volume et haute performance.
3.1.1 Facteurs de coût du Binder Jetting
Le Binder Jetting présente un coût de poudre plus faible et atteint une vitesse d’impression très élevée — souvent plus de 10× plus rapide que le SLM. Cela permet au coût par pièce du Binder Jetting de diminuer rapidement avec l’augmentation du volume. Cependant, le processus inclut un retrait lors du frittage, ce qui peut affecter la précision et le rendement. Des opérations de post-traitement supplémentaires, telles que le déliantage ou la densification optionnelle (HIP), peuvent également ajouter des coûts selon les exigences de la pièce.
3.1.2 Facteurs de coût du SLM
Le processus d’impression 3D SLM utilise des poudres métalliques haut de gamme avec des plages de tailles de particules strictes, ce qui augmente le coût des matériaux. Le processus de fusion au laser consomme plus d’énergie et construit les pièces lentement. Des structures de support sont nécessaires pour le contrôle thermique, et leur retrait ajoute du temps de main-d’œuvre et d’usinage. Le gaspillage de matière et le recyclage des poudres non utilisées peuvent également augmenter le coût global par pièce SLM.
3.1.3 Analyse du seuil de rentabilité
Pour les petites séries, le SLM l’emporte souvent car il fournit une densité et des performances mécaniques supérieures avec moins d’étapes de post-traitement. Mais lorsque le volume de production augmente, le Binder Jetting devient nettement moins cher grâce à sa vitesse d’impression rapide et son coût machine par heure plus faible. Pour les grandes pièces, le Binder Jetting permet également d’importantes économies car il évite les longs temps de fusion au laser et réduit les déchets liés aux supports.
3.2 Propriétés mécaniques et performance des pièces
3.2.1 Densité et résistance
En comparant la densité des pièces métalliques, la différence entre le Binder Jetting et le SLM est très nette. Le Binder Jetting atteint généralement une densité de 92 à 97 % selon le matériau et le processus de frittage. Si une résistance plus élevée est nécessaire, la densification HIP peut augmenter la densité jusqu’à 99 %, mais cela augmente également le coût et le temps de traitement. Le SLM, en revanche, fournit par défaut une densité de 99 à 100 % car la poudre métallique est entièrement fondue pendant l’impression. Cela fait du SLM le choix privilégié pour les composants à haute résistance, porteurs de charge ou critiques pour la sécurité. Ces différences sont souvent mises en avant dans des recherches telles que « densité Binder Jetting vs SLM » et « propriétés mécaniques Binder Jetting ».
3.2.2 Précision géométrique
Le SLM offre une précision géométrique plus élevée car chaque couche est fondue et solidifiée avec des paramètres laser contrôlés. Cela le rend idéal pour les pièces fonctionnelles de précision, les canaux internes et les détails fins. Le Binder Jetting est moins précis en raison du retrait lors du frittage, mais il excelle dans la production de pièces structurelles, boîtiers, gabarits, dispositifs et assemblages multi-pièces consolidés où les tolérances strictes ne sont pas la priorité principale.
3.2.3 Qualité de surface
Les pièces produites par Binder Jetting ont généralement une surface initiale plus lisse car le processus n’implique pas de fusion. Après le frittage, la texture est fine et adaptée à la plupart des usages cosmétiques ou semi-fonctionnels. Les surfaces SLM peuvent présenter des motifs de pools de fusion au laser et nécessiter un usinage ou un sablage pour obtenir une finition lisse. Pour les applications qui privilégient à la fois l’apparence et une résistance modérée, le Binder Jetting offre un bon compromis.
3.3 Vitesse de production et évolutivité
3.3.1 Binder Jetting pour la production de masse
Le Binder Jetting est l’une des technologies d’impression 3D métal les plus rapides disponibles, souvent 10 à 100 fois plus rapide que le SLM. Ses grands volumes de construction — allant de plus d’1 litre à plusieurs dizaines de litres, voire jusqu’à 1 m³ — permettent d’empiler et d’imprimer simultanément de nombreuses pièces. Cela rend le Binder Jetting idéal pour la production de masse, où le débit, le faible coût par pièce et la production en grande quantité sont essentiels. Ces avantages correspondent parfaitement aux recherches sur la production de masse par Binder Jetting.
3.3.2 Scalabilité du SLM
Le SLM évolue différemment. Il offre d’excellentes propriétés mécaniques mais imprime beaucoup plus lentement, ce qui le rend plus adapté aux petites séries, prototypes et pièces haute performance. Les systèmes multi-lasers peuvent augmenter la vitesse, mais ils augmentent également le coût des machines et la complexité opérationnelle. En conséquence, la vitesse de production SLM est généralement plus faible, et le SLM est rarement le premier choix pour la fabrication à grande échelle.
4. Applications réelles
Les projets industriels réels montrent clairement où chaque technologie d’impression 3D métal excelle.
Binder Jetting : Idéal pour la production en série économique
Le Binder Jetting est largement utilisé dans l’industrie automobile, où le coût par pièce et le débit de production sont essentiels. Par exemple, BMW utilise la technologie Binder Jetting depuis plus de 20 ans, exploitant plusieurs systèmes pour produire en masse des noyaux de chemises d’eau complexes avec une fiabilité 24/7. Chez JLC3DP, les clients automobiles passent fréquemment aux supports et boîtiers métalliques en MBJ, obtenant des réductions de coûts de 50 à 60 % grâce à des vitesses d’impression rapides et à la possibilité d’empiler plusieurs pièces dans une seule impression.

Le Binder Jetting excelle également pour les grands boîtiers, les montages, les canaux de refroidissement internes et les composants en cuivre — des applications où l’impression sans supports et la flexibilité des matériaux offrent de grands avantages.
SLM : Idéal pour les pièces critiques à haute résistance
Le Selective Laser Melting domine des secteurs tels que l’aérospatial et le médical, où les composants doivent offrir une résistance, une précision et une fiabilité maximales. De nombreuses entreprises aérospatiales utilisent le SLM pour produire des pièces légères avec des structures internes en treillis et des géométries optimisées. Un client JLC3DP a reconçu un assemblage en aluminium composé de plusieurs pièces en une seule pièce imprimée en SLM, améliorant la rigidité, réduisant le poids et réussissant les tests de charge fonctionnelle — illustrant pourquoi le SLM est choisi pour les performances critiques.
Le SLM reste la meilleure technologie pour le titane, l’aluminium, les petits composants complexes et les pièces structurelles nécessitant les propriétés mécaniques les plus élevées.
✔ Résumé
Binder Jetting → idéal pour une production abordable et évolutive, grandes pièces, cuivre et applications automobiles.
SLM → idéal pour les composants critiques en résistance et haute précision, surtout dans l’aérospatial et le médical.
Choisir le bon procédé peut améliorer considérablement le coût, la performance et la manufacturabilité, comme le montrent les études de cas industrielles réelles.
5. Conseils de conception et défis courants
5.1 Considérations de conception pour le Binder Jetting
Lors de la conception pour le Binder Jetting, les ingénieurs doivent tenir compte du retrait au frittage, qui varie selon le matériau et les conditions du four. Les pièces « vertes » étant fragiles, une épaisseur minimale de paroi adéquate est essentielle pour éviter tout effondrement lors de la manipulation. En production, un empilement et un agencement efficaces des pièces dans le volume de fabrication peuvent réduire considérablement le coût par pièce. Ces principes constituent la base des règles de conception pratiques en Binder Jetting.
5.2 Considérations de conception pour le SLM
La conception en SLM se concentre fortement sur les structures de support, nécessaires pour gérer la chaleur et stabiliser les surplombs. Les concepteurs doivent également prendre en compte les déformations thermiques, en ajustant l’orientation des pièces et en ajoutant, si besoin, des dispositifs de relaxation des contraintes. Une épaisseur de paroi appropriée et des chemins efficaces de dissipation thermique permettent d’assurer une fusion homogène et de réduire les risques de gauchissement. Ces facteurs sont essentiels dans tout guide de conception SLM efficace.
6. Choisir entre Binder Jetting et SLM
Choisir le bon procédé d’impression 3D métal devient beaucoup plus simple en se concentrant sur les priorités de votre projet. Voici un arbre de décision simple pour vous guider :
| Priorité du projet | Procédé recommandé | Pourquoi |
| Performance & résistance | SLM | Densité 99–100 % pour pièces critiques |
| Coût / Moyennes à grandes séries | Binder Jetting | Impression rapide, faible coût par pièce |
| Grandes pièces | Binder Jetting | Volume de construction élevé, sans supports |
| Topologie interne complexe | SLM ou BJ | Les deux ; SLM pour résistance maximale ou certification |
Ce cadre simple permet aux ingénieurs et aux concepteurs de produits d’évaluer rapidement quelle méthode d’impression 3D métal correspond le mieux à leurs besoins, en tenant compte des performances, des coûts, de la taille et de la complexité.
7. Conclusion : Tendances futures
La recherche en impression 3D métal a déjà dépassé la question « peut-on le faire ? » pour se concentrer sur « à quel point peut-on bien le faire ? ». Aujourd’hui, le principal défi ne réside plus dans la technologie d’impression elle-même, mais dans la cohérence, la stabilité et la répétabilité de l’ensemble du processus de fabrication. Un autre obstacle majeur est la capacité à relier la fabrication additive métal aux étapes en aval telles que le traitement thermique, l’usinage, l’inspection et la certification qualité.
À l’avenir, le développement de la fabrication additive métal sera porté par ceux qui sauront intégrer avec succès les équipements, les matériaux, les paramètres de procédé, le contrôle des données et les normes de test au sein d’un écosystème unifié. Ce n’est qu’à ce niveau d’intégration que l’industrie pourra passer du prototypage rapide en impression 3D à une véritable production de masse en impression 3D, et ainsi exploiter pleinement le potentiel de technologies comme le Binder Jetting et le SLM.
FAQ : BJ vs SLM
Q1 : Le Binder Jetting est-il moins cher que le SLM ?
R : Oui. Le Binder Jetting peut être nettement moins coûteux pour des productions en séries moyennes à grandes grâce à sa vitesse d’impression élevée, son coût machine/heure plus faible, l’absence de supports et une forte densité d’imbrication. En revanche, pour de faibles volumes de pièces à haute résistance, le SLM peut être plus rentable car il nécessite moins d’étapes de post-traitement.
Q2 : Quelle est la différence entre le Binder Jetting et les autres technologies d’impression 3D (SLM, FDM, SLS, DMLS/SLM) ?
R : L’avantage le plus évident du Binder Jetting par rapport aux autres méthodes d’impression 3D est son fonctionnement à température ambiante. Par conséquent, les problèmes de déformations dimensionnelles dues à la chaleur — courants avec le FDM, le SLS, le DMLS/SLM (gauchissement) ou le SLA/DLP (retrait, déformation) — sont absents avec le Binder Jetting.
Q3 : Quelle technologie d’impression métal est la plus adaptée à la production de masse ?
Le Binder Jetting est plus adapté à la production de masse car il est 10 à 100 fois plus rapide que le SLM, permet un empilement dense des pièces dans de grands volumes de fabrication et ne nécessite pas de structures de support. Le SLM convient davantage aux petites séries, aux prototypes et aux composants à hautes performances.
Articles les plus lus
Continuez à apprendre
Binder Jetting vs SLM : quelle impression 3D métal choisir ?
1. Introduction Alors que l’impression 3D métallique continue de croître rapidement, deux technologies sont souvent comparées : le Metal Binder Jetting (MBJ) et le Selective Laser Melting (SLM). Ingénieurs et débutants se posent fréquemment les mêmes questions : « SLM vs Binder Jetting — laquelle est meilleure ? » « Metal Binder Jetting vs SLM — laquelle choisir pour mon projet ? » La vérité est que chaque technologie a ses points forts. Selon le rapport du marché de l’impression 3D métallique de Rese......
SLA vs FDM : quelle impression 3D choisir ?
Si vous débutez dans l’impression 3D, que ce soit pour prototyper un produit, personnaliser une pièce ou simplement vous amuser avec des impressions haute précision, vous êtes probablement tombé sur le duel : SLA vs FDM. Ces deux technologies dominent le marché, que ce soit pour les imprimantes de bureau ou industrielles, mais elles diffèrent énormément dans leur fonctionnement, les résultats qu’elles produisent et le moment où les utiliser. Que vous soyez développeur de produits nécessitant des détai......
Différence entre fabrication additive et soustractive
Fabrication additive vs fabrication soustractive : aperçu comparatif Qu’est-ce que la fabrication additive ? La fabrication additive, souvent appelée impression 3D, est une technique de production qui consiste à superposer des couches de matériau pour créer des objets tridimensionnels. Le processus commence par un modèle 3D numérique de l’objet, découpé en plusieurs couches transversales. Le produit final est ensuite créé en imprimant ou en déposant ces couches de manière séquentielle à l’aide de diff......
Technologie d’impression 3D : SLS vs MJF
Dans le paysage en constante évolution de la fabrication moderne, l’impression 3D s’impose comme une force transformative, révolutionnant la conception, le prototypage et la production de produits. Parmi la multitude de technologies d’impression 3D disponibles, le Frittage Laser Sélectif (SLS) et le Multi Jet Fusion (MJF) se distinguent comme deux méthodes phares, chacune offrant des capacités uniques adaptées à des besoins de fabrication spécifiques. Cet article explore en détail ces deux techniques ......
Comparaison des Technologies FDM, SLA et SLS : Avantages et Inconvénients
Qu'est-ce que la Fabrication Additive / l'Impression 3D L'impression 3D, également appelée fabrication additive, consiste à créer des objets physiques tridimensionnels à partir de conceptions ou modèles numériques. Elle fonctionne par ajout successif de matière couche par couche jusqu'à former l'objet final. Cela contraste avec les méthodes traditionnelles de fabrication soustractive, où la matière est retirée d'un bloc solide. Le processus commence par la création d'un modèle 3D numérique à l'aide d'......
Moulage par injection vs. impression 3D : une étude comparative
Le moulage par injection et l’impression 3D sont deux technologies de fabrication largement utilisées pour la création de pièces en plastique. Qu’est-ce que le moulage par injection ? Le moulage par injection est un procédé de fabrication destiné à produire des pièces en plastique en grandes quantités. Il consiste à injecter du plastique fondu dans un moule spécialement conçu, à le laisser refroidir et se solidifier, puis à retirer la pièce finie. Ce procédé offre une vitesse de production élevée, une......