3D Printing Design Guideline
Last updated on Jul 24, 2026
1. 3D Printing Build Size
Maximum and minimum build size
| 3D Technologies | Materials | Max. Size (L × W × H) mm | Min. Size (L × W × H) mm |
| SLA (Resin) | Ledo6060 | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | 9600 | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | Black Resin | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | JLC Black | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | Imagine Black | 580 × 580 × 380 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | 8001 Resin | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | CBY | 780 × 780 × 530 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | 8228 | 580 × 580 × 380 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | Grey Resin | 580 × 580 × 380 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | JLC Temp | 580 × 580 × 380 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLA (Resin) | 9000HE Resin | 580 × 580 × 380 | 5 × 5 × 5 / 10 × 2 × 2 |
| WJP (Resin) | Full-color Resin | 380 × 330 × 230 | 5 × 5 × 5 / 10 × 2 × 2 |
| MJF (Nylon) | PA12 | 370 × 276 × 360 | 5 × 5 × 5 / 10 × 2 × 2 |
| MJF (Nylon) | PA12S | 370 × 276 × 360 | 5 × 5 × 5 / 10 × 2 × 2 |
| MJF (Nylon) | PAC | 320 × 175 × 225 | 5 × 5 × 5 / 10 × 2 × 2 |
| MJF (Nylon) | PA11 | 370 × 276 × 360 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLS (Nylon) | 3201PA-F | 350 × 350 × 400 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLS (Nylon) | 1172 Pro | 250 × 250 × 590 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLS (Nylon) | 3301PA | 350 × 350 × 400 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLS (Nylon) | 3401GB | 340 × 340 × 400 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLM (Metal) | 316L Stainless Steel | 390 × 290 × 390 | 5 × 5 × 5 / 10 × 2 × 2 |
| SLM (Metal) | Titanium TC4 | 390 × 290 × 390 | 5 × 5 × 5 / 10 × 2 × 2 |
| BJ (Metal) | BJ-316L | 100 × 100 × 100 | 5 × 5 × 5 / 10 × 2 × 2 |
| FDM (Plastic) | ABS | 580 × 480 × 480 | 30 × 30 × 10 |
| FDM (Plastic) | ABS-ESD | 250 × 250 × 250 | 30 × 30 × 10 |
| FDM (Plastic) | ASA | 250 × 250 × 300 | 30 × 30 × 10 |
| FDM (Plastic) | PLA-P (formerly PLA) | 250 × 250 × 300 | 30 × 30 × 10 |
| FDM (Plastic) | PA12-CF | 580 × 480 × 480 | 30 × 30 × 10 |
| FDM (Plastic) | TPU | 250 × 250 × 300 | 30 × 30 × 10 |
| FDM (Plastic) | PEBA | 250 × 250 × 300 | 30 × 30 × 10 |
| FDM (Plastic) | PEEK | 580 × 480 × 480 | 30 × 30 × 10 |
2. Wall Thickness

3D Printing process needs to go through alcohol cleaning, supports removing, sanding, bead blasting and so on. So the models require a certain strength, and the wall thickness determines the strength of the parts.
In 3D Printing, wall thickness refers to the distance between one surface of your part and the opposite sheer surface. A part made by 3D printing has a minimum wall thickness that is dependent on its overall size. As a guide, we recommend that you increase your wall thickness whenever you scale up your design to a larger size.
| Materials/Range | 5x5mm | 10x10mm | 50x50mm | 100x100mm | 200x200mm |
| Resin (SLA) | 0.5mm | 0.8mm | 1.0mm | 1.5mm | 2.0mm |
| Nylon (MJF) | 1.0mm | 1.2mm | 1.5mm | 2.0mm | 2.0mm |
| Nylon (SLS) | 1.0mm | 1.2mm | 1.5mm | 2.0mm | 2.0mm |
| Metal (SLM) | 1.5mm | 1.5mm | 1.5mm | 2.0mm | 2.5mm |
| Metal (BJ) | 1.5mm | 1.5mm | 1.5mm | 2.0mm | / |
| Plastic (FDM) | / | / | 1.6mm | 2.0mm | 2.5mm |
The recommended minimum wall thickness for structures such as protrusion, positioning, snaps and fasteners is more than 1.5mm.
3. Embossed and Engraved Details
Min. Embossed Detail
SLA (Resin): 0.8 mm deep & 0.8 mm wide
MJF (Nylon): 0.8 mm deep & 0.8 mm wide
SLS (Nylon) : 0.8 mm deep & 0.8 mm wide
FDM (Plastic) : 1.0 mm deep & 1.0 mm wide
SLM (Metal) 1.0 mm deep & 1.0 mm wide
BJ (Metal) 1.0 mm deep & 1.0 mm wide
Min. Engraved Detail

SLA (Resin): 0.8 mm deep & 0.8 mm wide
MJF (Nylon): 0.8 mm deep & 0.8 mm wide
SLS (Nylon) : 0.8 mm deep & 0.8 mm wide
FDM (Plastic) : 1.0 mm deep & 1.0 mm wide
SLM (Metal) 1.0 mm deep & 1.0 mm wide
BJ (Metal) 1.0 mm deep & 1.0 mm wide
4. Thread Design
There are two main factors affecting 3D printing of non-standard threads: thread pitch and helix angle.


The clearance fit of thread needs to refer to “Model Clearance”. If there is no clearance fit in the design, it will be very difficult or unable to assemble. The minimum recommended thread for printing is M6. Tapping is recommended for 316L metal printed parts
5. Model Clearance
A.Clearance between parts that will be assembled together
Modules can be printed to be assembled, as long as they meet the minimum clearance as shown below.

| Material | Resin (SLA) | Nylon (MJF) | Nylon (SLS) | Metal (SLM) | Metal (BJ) | Plastic (FDM) |
| Minimum Clearance | 0.2mm | 0.2mm-0.4mm | 0.2mm-0.4mm | 0.5mm | 0.5mm | 0.5mm |
B.Clearance between moving parts
The minimum clearance between two moving or connecting parts.
| Material | Resin (SLA) | Nylon (MJF) | Nylon (SLS) | Metal (SLM) | Metal (BJ) | Plastic (FDM) |
| Minimum Clearance | 0.5mm | 0.6mm | 0.6mm | 1.0mm | 1.0mm | 0.5mm |
Note: Above is the minimum clearance for simple structures, which does not apply to all structures.
6. Escape Holes
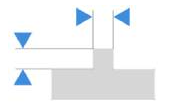
Hollow designs need an “escape hole”, so that excess material can escape during the 3D printing process. Most printing services use printers and printing techniques that require at least one escape hole.

(1) The minimum escape hole diameter is 2.5mm.
(2) Two escape holes are required when the escape hole diameter is less than 3mm, otherwise the material inside the internal cavity cannot be drained or removed, and the part may crack after a period of time.
(3) The size and quantity of escape holes shall be finally determined according to the model size and structure.
(4) The supports residue in the cavity cannot be totally removed unless the escape hole is designed to be large enough.
7. Holes Design
The relationship between aperture (Φ) and hole depth (h):
| Material/Aperture | Φ=1.0mm | Φ=1.5mm | Φ=2.0mm |
|---|---|---|---|
| Resin (SLA) | h=1.0—3.0mm | h=1.5—4.5mm | h=2.0—6.0mm |
| Nylon (MJF) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| Nylon (SLS) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| Plastic (FDM) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| Metal (SLM) | / | h=1.5—4.5mm | h=2.0—6.0mm |
| Metal (BJ) | / | h=1.5—4.5mm | h=2.0—6.0mm |
When the model is designed with micropores and deep holes, please refer to the above standards.
For parts with oil spraying finish, at least 2.0mm (hole diameter) is required to avoid material residue and blockage etc.
8. Small Column Design

The relationship between column diameter (D) and column height (H):
| Material/Diameter | D=1.0mm | D=2.0mm | D=3.0mm |
|---|---|---|---|
| Resin (SLA) | H=1mm | H=2—4mm | H=3—6mm |
| Nylon (MJF) | / | H=2—4mm | H=3—6mm |
| Nylon (SLS) | / | H=2—4mm | H=3—6mm |
| Plastic (FDM) | / | H=2—4mm | H=3—6mm |
| Metal (SLM) | / | H=2—4mm | H=3—6mm |
| Metal (BJ) | / | H=2—4mm | H=3—6mm |
When the model is designed with a positioning column, please refer to the above standards.
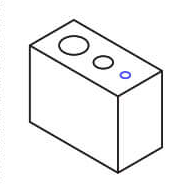
9. Special-Shaped Model
The special-shaped model is mainly a kind of hollow structure, which occupies a large space, as shown in the following figure.

When it is designed as a special-shaped part and meets the printing requirements, a certain special cost will be appropriately charged.
10. 3D Printing Tolerances
A.Model Tolerances :
Resin (SLA) : ±0.2mm (Within 100mm), ±0.3% (Above 100mm)
Nylon (MJF) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
Nylon (SLS) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
Plastic (FDM) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
Metal (SLM) : ±0.3mm (Within 100mm), ±0.4% (Above 100mm)
Metal (BJ) : ±0.3mm or ±0.4% (Model size ≤50mm); ±1.3% (Model size>50mm)
The above tolerances are based on the model without any deformation and warping, also no oil spraying and painting process.
B.Hole Tolerances:
Resin (SLA) : ±0.3mm
Nylon (MJF) : ±0.3mm
Nylon (SLS) : ±0.3mm
Plastic (FDM) : ±0.4mm
Metal (SLM) : ±0.5mm
Metal (BJ) : ±0.5mm
Kindly Note :
Generally, holes will shrink and become smaller. For 316L metal printed parts, the general tolerance for parts with internal unoccupied areas or structures is within -0.5mm (such as rings, sleeves, and rectangular or polygonal holes etc.) The thicker the wall thickness of the hole, the bigger the shrinkage of the hole will be. If you have high tolerance requirements for holes and threads, it is recommended to reserve the room and proceed with precise tapping process by yourself.
Tolerance changes over time:
| Material/Time | 1-3 Days | 3-7 Days |
|---|---|---|
| Resin (SLA) | 0.15mm or 0.15% | 0.2mm or 0.20% |
| Nylon (MJF) | / | / |
| Nylon (SLS) | / | / |
| Plastic (FDM) | / | / |
| Metal (SLM) | / | / |
| Metal (BJ) | / | / |