PEEK Plastic
Last updated on Jul 02, 2026

What Is PEEK Plastic?
PEEK (Polyetheretherketone), as a high-performance specialty engineering plastic, offers an excellent combination of properties, including high temperature resistance, high strength, and chemical resistance. It serves as a core material for "replacing steel/titanium with plastic". JLC3DP is one of the few manufacturing service providers with the capability to 3D print PEEK.
PEEK Applications
Currently, PEEK has been widely applied in industries including low-altitude economy, robotics, automotive, and electronics/semiconductors. In the future, its development will accelerate toward material compounding, process standardization, dedicated equipment, cost optimization, etc.
There are the key PEEK applications:
1. Humanoid Robots: Leveraging its core advantages of light weight and high performance, PEEK is widely used in components such as robot joint gears, sensor housings, and motor insulation parts.
2. Low-Altitude Economy (eVTOL): It can replace aluminum alloys, achieving a 40% weight reduction to improve flight endurance, and is suitable for high-temperature engine components.
Characteristics of PEEK Plastic
Price: From $3.00
Technology: FDM (Fused Deposition Modeling)
Build Time: From 96h (May vary for big size parts or high volume orders )
Color: Brown
Tolerance: ±0.3mm (Within 100mm) or ±0.4% (Above 100mm)
Recommended Wall Thickness: > 1.6mm
Max Build Size: 580mm x 480mm x 480mm
Minimum build size: 30mm x 30mm x 10mm
Heat Deflection Temperature: 144℃ (ISO 75-f, 1.8 MPa)
Advantages: High-temperature resistance, high strength & stiffness, excellent chemically resistant, flammability resistant UL94 V0.
Features: Textured surface, relatively rough appearance.
Applications: Suitable for robot structural parts, aircraft structural parts, high-temperature components, aviation brackets, motion guides, new energy vehicle assembly parts, etc.
Manufacturing Characteristics of FDM PEEK
Given the inherent technical complexity and elevated cost of processing PEEK, along with the specific characteristics of Fused Deposition Modeling (FDM) technology, 3D-printed PEEK parts may exhibit certain process-related limitations as outlined below. It is important to note that these are inherent to the material and manufacturing process, not defects in workmanship or quality. Therefore, they fall outside the scope of standard quality complaints.
While these PEEK parts are fully suitable and reliable for functional applications, parts with critical aesthetic requirements can be refined to their final desired appearance through post-processing techniques such as sanding, priming, painting, or professional finishing.
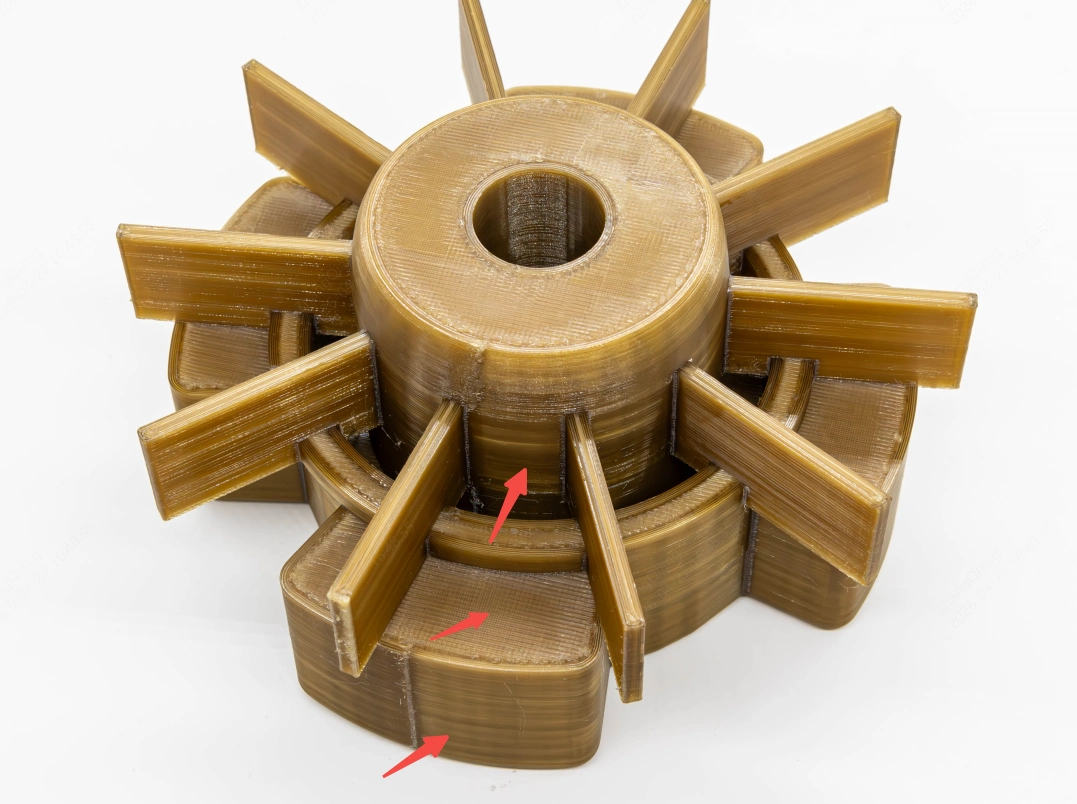
1. Color Variation
As 3D printing is a layer-by-layer stacking process, each layer has a different thermal history (heating and cooling profile). Lower layers may undergo multiple thermal cycles, while upper layers cool more quickly. Uneven wall thickness can also cause inconsistent heat distribution. Such differences in thermal history further increase crystallinity variations, leading to color differences on the part surface or between layers.
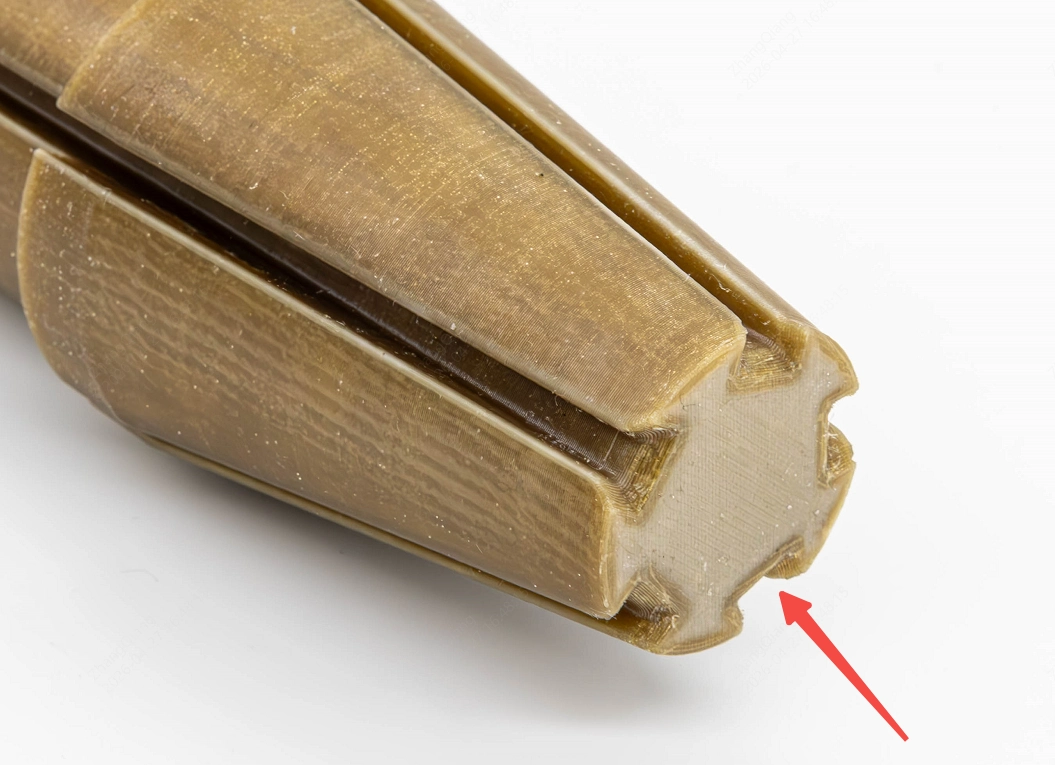
2. Bottom Surface Appearance
PEEK has a high melting point of 343℃. During initial printing, the material may not be fully melted. Due to the total printing duration and toolpath sequence, the bottom layer is exposed to heat the longest, resulting in a higher degree of crystallization and thus a grayish-white appearance.
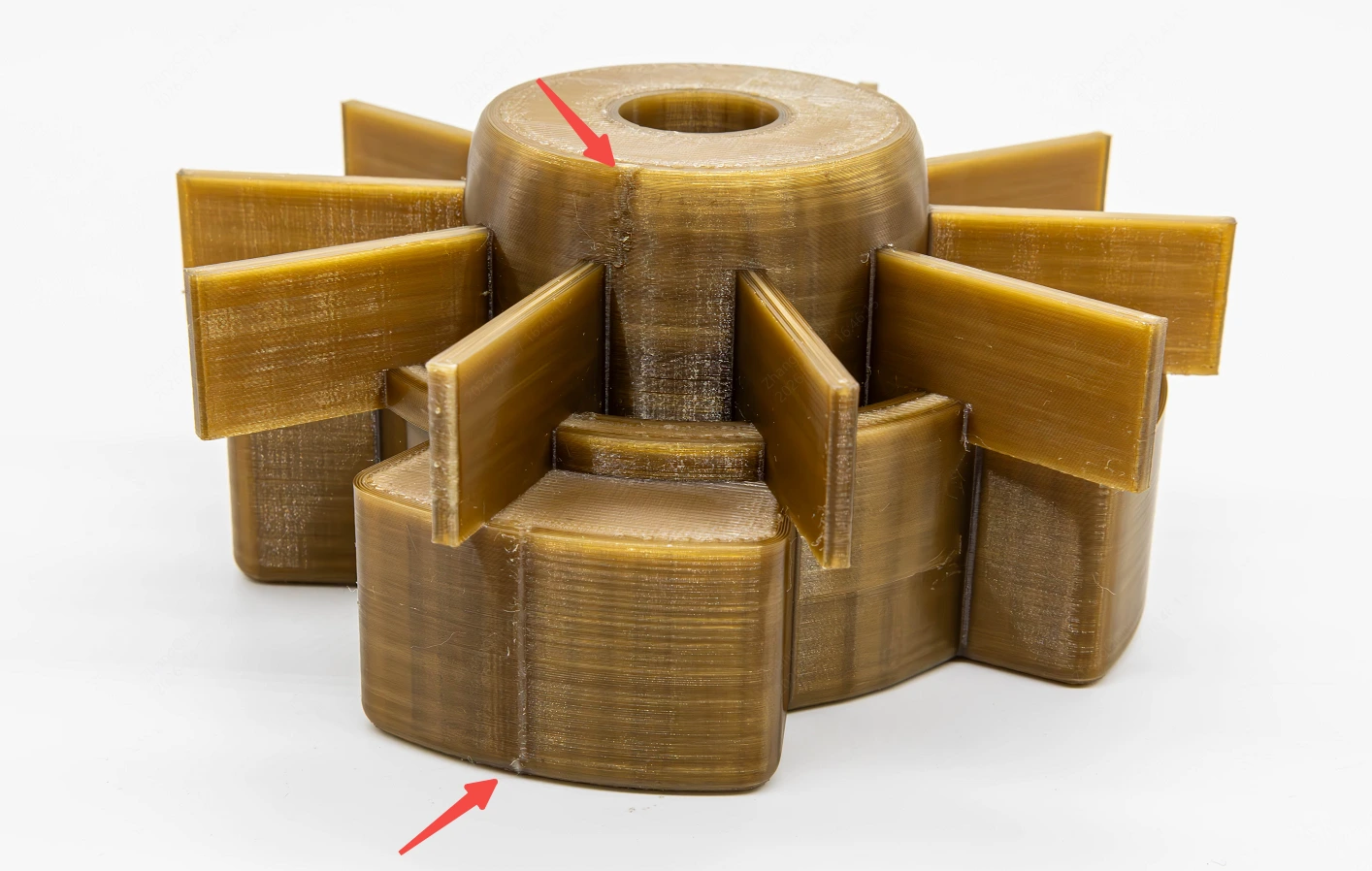
3. Z-Axis Layer Lines
FDM is a layer-by-layer manufacturing method. After each layer of material cools and solidifies, the next layer is melted and fused onto its surface. The bonding interface between two layers cannot form a fully integrated structure like injection-molded parts; this boundary between layers is known as the Z-axis seam. Owing to the high-temperature characteristics of PEEK, the interlayer bonding in FDM printing is far more challenging than with conventional plastics (e.g., PLA/ABS), making Z-axis layer lines significantly more visible.
PEEK Mechanical Properties
| Measurement | Test Method | Value |
| Tensile strength, XY | ISO 527 | 73 MPa |
| Tensile strength, Z | ISO 527 | 25.6 MPa |
| Young’s modulus, XY | ISO 527 | 3042 MPa |
| Young’s modulus, Z | ISO 527 | 2763 MPa |
| Elongation at break, XY | ISO 527 | 3.70% |
| Elongation at break, Z | ISO 527 | 1.30% |
| Glass transition temperature | ISO 11357 | 143℃ |
| Melting Point | ISO 11357 | 343℃ |
| Heat Deflection Temperature | ISO 75-f, 1.8 MPa | 144℃ |
| Thermal Conductivity | ISO 22007-4, 23℃ | 0.29 W m-1 K -1 |
| Shore D Hardness | ISO 868, 23℃ | 85 D |
| Water Absorption by immersion (3.2mm thick Tensile Bar) | ISO 62-1, 24h, 23℃ | 0.07% |
| Water Absorption by immersion (3.2mm thick Tensile Bar) | Equilibrium, 23℃ | 0.40% |
| Flammability (raw material) | UL94 | V0 |