Powder Bed Fusion 3D Printing: How It Works
14 min
- The Fine Art of Printing With Powder
- What Is Powder Bed 3D Printing?
- Powder Bed Fusion 3D Printing: Lasers, Electrons, and Precision
- Powder Bed and Inkjet Head 3D Printing, The Binder Jetting Side
- Post-Processing: The Real Magic Happens After Printing
- Powder Bed vs Other 3D Printing Methods
- Future of Powder Bed 3D Printing
- Getting Started: Is Powder Bed Printing Right for You?
- Conclusion
- FAQ about Powder Bed Fusion 3D Printing
The Fine Art of Printing With Powder
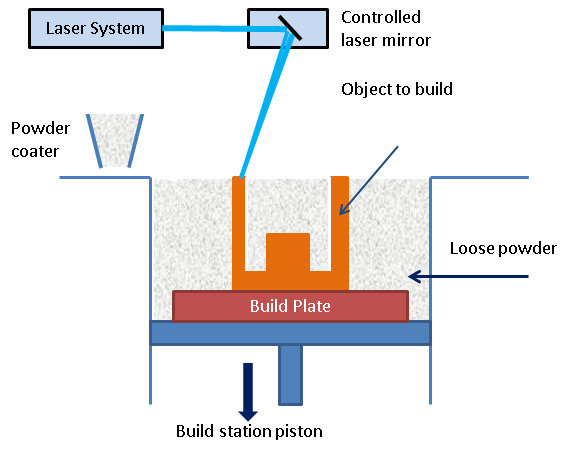
(source: ScienceDirect)
Most people picture 3D printing as a spool of filament feeding into a nozzle or a vat of liquid resin curing under UV light. But powder bed 3D printing works differently. Instead of extruding material or curing liquid, it spreads ultra-thin layers of powder across a build platform and selectively fuses or binds them into solid parts, one layer at a time.
This approach opens the door to materials and performance levels that filament and standard resin systems simply can’t reach.
In powder bed 3D printing, a thin layer of metal or polymer powder is distributed evenly across a build area. Then, depending on the process, either a high-energy laser or an inkjet-style print head activates specific regions of that powder. The build platform lowers slightly, a new layer is spread, and the process repeats. Over hundreds or thousands of layers, fully dense, highly detailed parts emerge from the powder bed.
It’s a fundamentally different category of 3D powder printing. Instead of building with molten strands or liquid photopolymers, the part is supported by surrounding powder during printing. That means no traditional support structures in many cases, and far more design freedom for complex geometries.
This technology matters because it produces parts that are not just prototypes, but functional, end-use components. Aerospace brackets, lightweight structural parts, medical implants with lattice structures, and conformal cooling channels in custom tooling are all applications where strength and precision are non-negotiable. Powder-based systems can deliver dense metal components, engineering-grade polymers, and geometries that would be impossible with subtractive manufacturing.
There are several ways to handle industrial 3D printing. Powder bed fusion uses a laser or electron beam to melt particles into a solid mass, creating metal parts that are nearly as strong as forged or machined components. Alternatively, binder jetting uses an inkjet-style head to deposit a liquid agent onto the powder. These parts then undergo curing and sintering to reach their full strength.
Each technique fits a specific role, ranging from high-density aerospace parts to cost-effective batch production. JLC3DP utilizes these powder bed technologies to manufacture high-precision metal and nylon components for both prototypes and end-use runs. By pairing advanced printing systems with rigorous quality control and post-processing, JLC3DP delivers functional parts designed to perform under real-world stress.
Powder bed technologies represent a shift in additive manufacturing. They’re not just about making shapes. They’re about engineering performance directly into the part, layer by layer.
What Is Powder Bed 3D Printing?
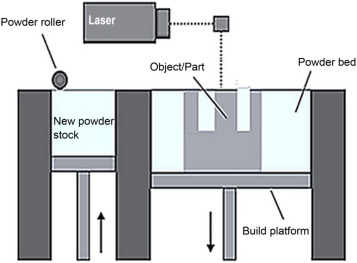
(source: ScienceDirect)
Powder bed 3D printing works by building parts inside a volume of fine powder. Instead of pushing out plastic or hardening resin, the machine spreads a thin layer of powder across a platform. A laser or binding agent hits specific spots to fuse the material. The platform drops, a new layer is spread, and the cycle repeats until the part is finished.
This method turns loose dust into solid, complex shapes. The main advantage is the material range. Aerospace shops use titanium, aluminum, and stainless steel powders, while industrial plants use polymers like PA12 for functional nylon parts. Some specialized systems can even handle ceramics.
For functional polymer parts, especially PA12, you can explore our detailed breakdown of nylon 3D printing and its challenges.
Compared to FDM extrusion, powder systems have better resolution and more consistent surfaces. You don't have the visible plastic strands you get with filament. It also beats resin printing when you need parts that can actually handle heat and high stress, particularly with metals.
Since the loose powder surrounds the part during the build, it acts as a natural support. You end up with dense, functional parts that work for real engineering tasks, not just visual models. In fusion systems, a high-energy laser or electron beam melts the powder entirely. As that melt pool cools, it fuses into a solid, high-density structure.
Powder Bed Fusion 3D Printing: Lasers, Electrons, and Precision
Powder bed fusion 3D printing is one of the most advanced forms of additive manufacturing. In this process, a high-energy laser or electron beam scans across each layer of powder and fully melts selected regions. As the molten pool solidifies, it fuses particles together into a dense, solid structure.
Layer by layer, the component takes shape inside a controlled environment.
There are several major processes within powder bed fusion:
- Selective Laser Melting (SLM) uses a high-powered laser to completely melt metal powder. It produces fully dense metal parts with mechanical properties close to wrought material.
- Direct Metal Laser Sintering (DMLS) is set up like other fusion processes While historically described as sintering, modern DMLS systems operate similarly to SLM, producing fully melted and dense metal structures. You still get dense, complex parts that work fine for structural use.
- Electron Beam Melting (EBM) swaps the laser for an electron beam. Electrons require a vacuum to work, so these machines use vacuum chambers. This makes EBM the go-to for titanium components in medical and aerospace fields.
If you want a broader breakdown of industrial processes beyond powder systems, our metal 3D printing guide explains how different additive technologies compare in real-world applications.
Most builds use layers between 20 and 60 microns. Dropping the layer thickness makes the surface look better, but it adds a lot of time to the print. Temperature management is a huge deal, especially with reactive metals. To stop the metal from oxidizing while it's molten, most laser systems pump in argon or nitrogen gas.
Achieving consistent mechanical properties depends on precise control of energy input, scan speed, and atmosphere. Even small shifts in those settings will mess with the metal's density, microstructure, and final strength.
| Process Type | Energy Source | Material | Application Example |
| SLM | Laser | Aluminum, stainless steel, titanium | Lightweight aerospace brackets |
| DMLS | Laser | Tool steel, cobalt-chrome | Injection mold inserts |
| EBM | Electron beam | Titanium alloys | Medical implants |
Powder bed fusion stands out because it doesn’t just shape material, it engineers it at the microstructural level, controlling how particles melt, bond, and solidify into high-performance components.
Powder Bed and Inkjet Head 3D Printing, The Binder Jetting Side
Not all powder systems use lasers.
In powder bed and inkjet head 3D printing (binder jet 3d printing), there’s no melting happening during the build. No bright laser scanning across the surface. Instead, an inkjet-style print head moves over a thin layer of powder and deposits a liquid binder exactly where the part should form. The binder acts like glue.
While this process uses an inkjet-style head to deposit a binding agent onto powder, it differs from other jetting technologies that dispense material directly. Understanding the key differences between Binder Jetting and Material Jetting is essential for choosing the right process when high speed or multi-material capabilities are required.
The platform drops. A new layer of powder spreads. The print head deposits more binder. Repeat.
That’s binder jetting.
The key difference from fusion processes is heat, or rather, the lack of it during printing. Powder bed fusion melts particles together immediately. Binder jetting simply bonds them temporarily. The printed part, often called a “green part,” is later cured and then sintered in a furnace to gain full strength.
Materials? Metals are common. Stainless steel, tool steel, even some specialty alloys. Ceramics work too. Sand is widely used in foundry applications for casting molds and cores.
One of the big advantages is speed. Since there’s no laser tracing every contour with high energy, large areas can be processed quickly. There’s also less thermal stress during the build itself because you’re not constantly heating and cooling metal inside a chamber.
Post-processing is different, though. You’re trading in-process heat for a furnace cycle later. Still, for certain geometries and production runs, binder jetting is more scalable.
If you need a mental picture: it’s like 3D printing a sandcastle, layer by layer, before turning it into solid rock.
Different physics. Different workflow. Same powder foundation.
Powder Quality and Control

Here’s something that doesn’t get enough attention: the powder matters more than the machine.
In both powder bed fusion 3D printing and other forms of powder bed 3D printing, particle quality directly affects the final part. If the powder isn’t consistent, neither is the result.
Particle size distribution is a big one. If the particles are too large, the surface finish suffers. Too fine, and flowability becomes a problem. You want powder that spreads evenly into thin, uniform layers.
Flowability affects how cleanly each layer is deposited. Poor flow leads to uneven packing. Uneven packing leads to weak spots.
Moisture is another issue. Powder that absorbs humidity can clump. In metal systems, contamination can increase porosity after fusion. That’s not something you want in a load-bearing part.
Recycling rate matters too. Most systems reuse unused powder from the build chamber. But powder degrades over time, especially in high-temperature environments. If you recycle too aggressively without monitoring quality, mechanical properties start drifting.
Real-world consequence? Porosity. Inconsistent density. Reduced fatigue life. Sometimes parts look fine from the outside but fail under load.
This is why serious production environments track powder batches, blending ratios, and environmental conditions. Consistency in the powder means consistency in part strength.
At JLC3DP, powder handling and process control are treated as part of the engineering workflow, not an afterthought. From controlled material sourcing to monitored recycling ratios, the goal is simple: parts that perform the same way every time.
If you’re evaluating powder bed technologies for functional components, not just display models, material control should be part of the conversation.
You can upload your design and get a free instant quote to see which powder-based process fits your part requirements.

Post-Processing: The Real Magic Happens After Printing
With 3D powder printing, the part isn’t truly finished when the machine stops.
First comes depowdering. The build chamber is opened, and the loose surrounding powder is removed, usually with compressed air, brushing, or vacuum systems. One of the advantages of powder systems is that unused material can often be recycled, but the printed part needs to be cleaned thoroughly before anything else happens.
After that, heat treatment is common, especially for metal parts. In powder bed fusion, internal stresses build up as layers rapidly heat and cool. A stress-relief cycle helps stabilize the material and improve mechanical performance. In binder jetting, sintering is mandatory, that’s when the “glued” powder particles fuse into a dense solid structure.
Then comes machining.
Even though powder bed systems can achieve impressive precision, critical tolerance areas, threads, bearing seats, and sealing surfaces, are often CNC machined afterward. That hybrid approach is common in production: print the complex geometry additively, then machine the precision features subtractively.
Surface finishing depends on the application. Bead blasting is widely used to create a uniform matte finish and remove minor surface texture. Polishing improves appearance and smoothness for visible components. Anodizing is common for aluminum parts, adding corrosion resistance and aesthetic control.
In other words, printing builds the shape. Post-processing turns it into a finished product.
Powder Bed vs Other 3D Printing Methods
Not every project needs powder technology. Sometimes simpler processes are faster and cheaper. The key is matching the method to the performance requirement.
Here’s a straightforward comparison:
| Process | Material | Strength | Detail | Speed | Cost |
| FDM | Plastics | Medium | Low | Fast | $ |
| SLA | Resins | Medium | High | Moderate | $$ |
| PBF | Metals / Polymers | High | Very High | Moderate | $$$ |
| Binder Jetting | Metals / Ceramics | Medium to High (after sintering and infiltration) | Medium | Fast | $$ |
FDM is great for quick plastic prototypes. SLA is ideal for high-detail visual models. Powder bed fusion is where you go when mechanical strength and precision matter. Binder jetting fits well for batch production and applications where speed and scalability are priorities.
Future of Powder Bed 3D Printing
Right now, powder bed fusion 3D printing is already producing flight hardware, surgical implants, and end-use industrial parts. But the next phase isn’t just about better lasers. It’s about smarter systems.
AI-driven process control is starting to change how builds are monitored. Modern machines already track melt pool behavior, layer consistency, and temperature data in real time. The difference now is predictive adjustment. Instead of detecting a defect after it forms, systems are beginning to adjust power, scan speed, or exposure mid-build to prevent it.
Multi-laser setups are also becoming standard in larger systems. Instead of one laser scanning the entire build area, multiple lasers work simultaneously. That cuts build time significantly, especially for larger components or batch production.
Automated powder recycling is another quiet evolution. Machines are improving how unused powder is sieved, blended, and reused, reducing material waste while maintaining consistency. That matters when you’re dealing with high-cost alloys.
And then there’s speed. Faster recoating systems. Optimized scan strategies. Smarter path planning. Build times are shrinking without sacrificing density.
Here’s the bigger shift though:
Powder-based systems aren’t just getting faster. They’re becoming more predictable.
The future of 3D powder printing isn’t experimental anymore. It’s production-oriented. The conversation is moving from “Can we print this?” to “How many can we print per week?”
That’s a different stage of maturity.
Getting Started: Is Powder Bed Printing Right for You?
So who actually needs powder bed 3D printing?
Engineers designing lightweight structural parts.
Manufacturers replacing machined assemblies with consolidated geometries.
R&D teams testing complex internal channels or lattice structures.
If you’re working with high-strength requirements, heat resistance, or complex internal geometry that can’t be machined easily, powder-based systems make sense.
Choosing between powder bed fusion and binder jetting usually comes down to performance and scale.
If you need high-density metal with top-tier mechanical properties, the kind used for aerospace or heavy tooling, powder bed fusion is usually the right call. Binder jetting is a better fit if you’re running larger batches and can handle the sintering step afterward. It scales much better and costs less for volume.
Organizations do not need to invest in equipment to access these technologies. Plenty of shops outsource to specialists for prototypes or small runs. Using a service like JLC3DP lets engineers upload designs and get functional parts back without having to manage powder systems, expensive equipment, or post-processing setups themselves.
For most teams, that’s the practical entry point.
Conclusion
Powder bed technology changed the conversation around additive manufacturing.
It moved 3D printing from visual prototypes to structural parts. From mockups to metal brackets flying in aircraft. From plastic samples to engineered nylon housings in real machines.
Powder bed fusion 3D printing delivers strength. 3D powder printing delivers precision. And when properly controlled, both deliver repeatability.
It’s not just about building shapes out of dust.
It’s a reminder that even dust, under the right light, can become something extraordinary.
If you’re exploring powder-based manufacturing for your next project, you can upload your design and get a free quote to see what’s possible.
FAQ about Powder Bed Fusion 3D Printing
Q1: What makes powder bed fusion different from other metal 3D printing methods?
A: It fully melts powder particles using a laser or electron beam, creating dense, high-strength parts with strong mechanical performance.
Q2: Is 3D powder printing suitable for production?
A: Yes. It’s already used in aerospace, medical, and industrial manufacturing for both prototyping and end-use components.
Q3: Are powder bed parts as strong as machined parts?
A: In many cases, yes. Especially when properly heat-treated and post-processed.
Q4: Does powder bed printing require machining afterward?
A: Often, yes. Critical tolerance features like threads or sealing surfaces are commonly CNC machined after printing.
Keep Learning
Powder Bed Fusion 3D Printing: How It Works
The Fine Art of Printing With Powder (source: ScienceDirect) Most people picture 3D printing as a spool of filament feeding into a nozzle or a vat of liquid resin curing under UV light. But powder bed 3D printing works differently. Instead of extruding material or curing liquid, it spreads ultra-thin layers of powder across a build platform and selectively fuses or binds them into solid parts, one layer at a time. This approach opens the door to materials and performance levels that filament and stand......
Choosing the Right Powder Bed Fusion 3D Printer for Your Application
Understanding Powder Bed Fusion Machine Types Before you compare specs or scroll through price sheets, you need to sort PBF machines into two big buckets: polymer systems and metal systems. Both use the same broad idea, a laser (or energy source) melting or sintering powder layer-by-layer, but they behave like two completely different species once you look under the hood. Polymer Powder Bed Fusion (SLS) Machines Polymer PBF systems (mostly SLS Printing) use nylon powders like PA11, PA12, or TPU. They’......