Functional 3D Printing for Real Parts: Design Rules, Materials & Uses
20 min
- Functional 3D Printing for Real Parts: Design Rules, Materials & Uses
- What is Functional 3D Printing?
- Key Design Principles for Functional 3D Printed Parts
- Failure Modes in Functional Parts
- Best Materials for Functional Prints
- Process Comparison (FDM vs SLA vs SLS vs MJF vs SLM vs BJ)
- Real-World Applications of 3D Printing Functional Parts
- Best Functional 3D Prints That Actually Work in Engineering
- Common Mistakes in Functional Printing
- When NOT to Use Functional Additive Manufacturing
- FAQ about Functional Prints
- Conclusion about Functional 3D Printed Parts
Functional 3D Printing for Real Parts: Design Rules, Materials & Uses
Key Takeaways
Key Takeaways
- Functional 3D printing is used for real, load-bearing parts, not just prototypes.
- Design matters more than material — poor geometry or orientation causes most failures.
- SLS and MJF PA12 offer the most reliable performance for production-grade polymer parts.
- Metal 3D Printing (SLM/BJ) is essential when requirements exceed the thermal or mechanical limits of polymers.
- Success depends on the "Triple Threat": orientation, load path, and material selection.
What is Functional 3D Printing?
Functional 3D printing, also known as functional additive manufacturing, refers to producing parts designed for real-world use, including load-bearing components, housings, and production tools.

(source:Reddit)
Engineers now use it to make load bearing printed parts, housings, jigs, and even load-bearing components that go straight into service. In low-volume manufacturing, it’s replacing machining and injection molding where tooling cost doesn’t make sense.
The problem is how people approach it.
Most failures in functional 3D printed parts come from treating functional parts the same way you'd treat a visual model, using the same design logic, same materials, same expectations. That's when things go wrong. Parts crack under load, threads wear out, heat causes deformation. The process is rarely the issue — the design approach often fails to match the part’s real functional requirements.
This guide fixes that.
You’ll understand how to choose materials based on performance, how to avoid common design failures, and how to evaluate whether functional 3d printed parts can actually replace traditional manufacturing in your case.
If you’re working on real components, not display pieces, this is the layer that matters.
Upload your CAD to JLC3DP and get instant feedback on material and process selection for functional parts.

Instant DFM & Material Validation
Upload Your CAD- 7+ Processes | 30+ Material
- Starts at $0.30 | 24h-120h Delivery
Key Design Principles for Functional 3D Printed Parts
Functional design for 3D printing isn't just traditional design with different tolerances. The strength logic is different. Where material goes, how geometry is oriented, and how loads travel through the part all matter in ways that don't apply the same way to machined components.
Load Path Design (Stress-Aware Design)
Force follows geometry. In a machined part, bulk material absorbs and distributes load passively, you have enough section everywhere that sharp transitions don't matter much. In a printed part, load needs a continuous path to travel along. Break that path with a sharp corner, a thin neck, or an unsupported span and you've created a stress concentration. That's where the part cracks, usually well below the theoretical strength of the material.
Fillets, ribs, and smooth transitions aren't aesthetic choices in functional printing. They're how you keep load moving through the part instead of collecting at corners.
In functional 3D printing, load path continuity is critical to prevent stress concentration and early failure.
Wall Thickness vs Strength Optimization
Thicker walls don't automatically mean a stronger part. Past a certain point, excess wall thickness adds print time, increases internal stress during cooling, and contributes almost nothing to load-bearing performance.
Ribs and internal structures usually outperform solid walls on stiffness-to-weight. The goal is matching thickness to the actual load case, thin enough to print cleanly and cool without warping, thick enough to handle the stress without bending. Those two constraints together define the target range, not a general rule about "more material equals more strength."
Optimizing wall thickness improves strength-to-weight ratio in functional parts.
Overhangs and Structural Integrity
Overhangs matter beyond printability. An overhang that prints successfully can still be structurally compromised, layer bonding in unsupported areas is weaker, and in a load-bearing zone that weakness becomes a failure point under repeated stress.
Keeping overhangs below 45 degrees isn't just about avoiding support structures. It's about maintaining consistent layer stacking so the part bonds uniformly through its cross-section. Orientation is a structural decision, not a setup preference.
For a deeper look at how wall thickness and geometry affect print outcomes, read our MJF Guide.
Failure Modes in Functional Parts
Failures in functional printed parts are mostly predictable once you know what to look for.
1.Layer Delamination
Layer delamination happens when load acts perpendicular to the layer lines, the weakest direction in any FDM or SLA part. If the part is oriented wrong for its load case, delamination isn't a material failure, it's a design decision that went badly.
2.Creep & Thermal Deformation
Creep is slower and harder to catch. Plastics under constant load, especially near their heat deflection temperature, deform gradually. The part doesn't break, it drifts out of tolerance or loses preload over weeks or months.
3.Stress Concentration
Stress concentration shows up at sharp corners and section changes, usually after repeated loading cycles rather than on first use. If a part survives initial testing and cracks later, this is almost always why.
Knowing these failure modes changes how functional design for 3D printing. You orient for the load direction, radius the corners, and select materials based on thermal and mechanical environment, not just what's cheap or easy to print.
Best Materials for Functional Prints
Material selection in functional parts isn't about what prints easily. It's about what survives the actual use case, the load magnitude, load type, operating temperature, and how long the part needs to last. Get that wrong and the geometry doesn't matter.
FDM (Fused Deposition Modeling) Plastics
1.PLA (Polylactic Acid)
What it’s good for
Rapid prototyping and early-stage validation where mechanical or thermal stress is minimal
Key properties
- Eco-Friendly Choice: a bio-based polymer typically derived from renewable resources like corn starch. It offers a lower carbon footprint and is industrially compostable.
- Tensile strength: 50–65 MPa
- Easy to print with high dimensional accuracy
- Low material and processing cost
Limitations
- Very low heat resistance (50–60℃)
- Brittle under impact
- Strong anisotropy (weak across layer lines)
Best use cases
- Concept models
- Non-functional enclosures
- Visual prototypes
JLC3DP material mapping
- PLA – used primarily for visual or early-stage prototypes, not recommended for functional parts under load or heat.
2.ABS (Acrylonitrile Butadiene Styrene)
What it’s good for
Functional parts requiring moderate impact resistance and thermal stability.
Key properties
- HDT: 80–100℃
- Better ductility than PLA
- Good impact resistance
Limitations
- Warping and shrinkage during printing
- Residual stress affects dimensional stability
- Still anisotropic
Best use cases
- Consumer product housings
- Automotive interior components
- Moderate-load functional prototypes
JLC3DP material mapping
- ABS – suitable for general-purpose production-grade 3D printing, especially where moderate heat and impact resistance are required.

3.PETG (Polyethylene Terephthalate Glycol)
What it’s good for
- A "middle-ground" material for engineering-grade parts exposed to chemicals or requiring a balance of toughness and ease of use.
Key properties
- HDT of 70–80℃;
- excellent layer adhesion (superior to ABS);
- high chemical resistance to fluids and cleaning agents.
Limitations
- Prone to "stringing" during prints;
- lower scratch resistance;
- still suffers from FDM anisotropy.
Best use cases
- Waterproof containers;
- mechanical guards;
- parts for chemical processing environments.
4.Engineering-grade FDM Plastics (PA6 / PA12)
What it’s good for
Durable mechanical parts with wear resistance and long-term performance.
Key properties
- Tensile strength: 70–85 MPa
- Excellent fatigue and wear resistance
- Low friction surface
Limitations
- Hygroscopic (absorbs moisture)
- Requires strict drying and storage
- FDM anisotropy still applies
Best use cases
- Bearings and bushings
- Gears and moving parts
- Mechanical assemblies
JLC3DP material mapping
- PA12-CF (Carbon Fiber Reinforced Nylon) – significantly improved stiffness and strength, ideal for load-bearing functional parts and structural components
SLA (Stereolithography) Resins
1.Engineering & Tough Resins
What it’s good for
- High-precision parts where fit, finish, and intricate details (like threads) are more important than raw durability.
Key properties
- Exceptional surface finish (Ra 1–3µm);
- Tight tolerances (±0.1mm);
- Isotropic strength.
Limitations
- Susceptible to fatigue and micro-cracking under cyclic loads;
- standard resins are very brittle;
- "Tough" resins still only reach 10–15% elongation.
Best use cases
- Snap-fit assemblies;
- high-accuracy enclosures;
- and fluid manifold prototypes.

JLC3DP material mapping
At JLC3DP, this category aligns with engineering-grade SLA resins such as:
- 9000HE Resin – higher strength for functional prototypes and housings
- LEDO 6060 Resin – balanced rigidity and precision for structural enclosures
- CBY Resin- offered excellent mechanical strength and durability for rugged functional testing
These materials extend SLA into light-duty functional applications, especially where dimensional accuracy is critical.
2.High-Temp Resins
What it’s good for
- Static components in extreme thermal environments.
Key properties
- Maintains structural integrity with a Heat Deflection Temperature (HDT) of over 100℃ even under a high load of 1.82 MPa.
Limitations
- Extremely brittle;
- Almost zero impact resistance;
- Will shatter if dropped or subjected to vibration.
Best use cases
- Mold inserts;
- heat-shielding components;
- and hot air/fluid nozzles under low pressure.
SLS & MJF Nylons

PA12 (Nylon 12)
SLS and MJF PA12 Nylon are the most widely used materials for production-grade functional 3D printing.
What it’s good for:
Production-grade functional parts and complex geometries that require consistent, predictable strength.
Key properties:
Isotropic (uniform strength in all directions);
High fatigue resistance;
HDT of 150–180℃ depending on grade and load conditions ;
Requires no supports during printing.This offers superior design freedom over SLA Resin or FDM Plastic for complex geometries.
Limitations
While PA12 may show lower peak tensile strength in datasheets, its isotropic behavior results in higher real-world reliability compared to FDM materials;
Rougher surface finish than SLA.
Best use cases:
End-use industrial housings, living hinges, complex internal manifolds, and medium-batch production runs.
JLC3DP material mapping
At JLC3DP, this is represented by:
- MJF Nylon (PA12-HP / PA11-HP / PA12s-HP / PAC-HP) :
→used for production-grade functional parts with high consistency and surface quality
Best suited for end-use components and batch manufacturing.
- SLS Nylon (3201PA-F / 1172PRO / 3301PA / 3401GB) :
→used for complex geometries and cost-efficient functional prototyping
Best suited for design validation and mechanical testing.
For a detailed breakdown of how MJF Nylon and SLS Nylon differ mechanically and when each makes sense, read our SLS vs MJF Nylon comparison .
For most functional applications, start with polymer (SLS/MJF PA12).
Move to metals only when strength, temperature, or lifecycle requirements exceed polymer limits.
SLM & Binder Jetting Metals: Beyond Polymer Limits
What it’s good for
Metal 3D printing is used when functional 3D printed parts exceed the limits of polymer materials, especially in high-load, high-temperature, or safety-critical environments.
Key properties
Very high mechanical strength (comparable to machined metals
Excellent heat resistance (typically >300℃ depending on alloy)
Suitable for complex, lightweight geometries via topology optimization
SLM parts offer near fully dense, high-performance structures
Limitations
Significantly higher cost than polymer 3D printing
Required post-processing (machining, heat treatment)
Surface roughness often requires finishing
Binder Jetting parts may require infiltration or sintering, resulting in lower mechanical performance than SLM
JLC3DP material mapping
At JLC3DP, metal 3D printing is available for advanced functional applications using both high-performance and cost-efficient processes:
- SLM (Selective Laser Melting)
→ 316L Stainless Steel: corrosion-resistant, suitable for structural and industrial parts
→ TC4 (Ti6Al4V Titanium): high strength-to-weight ratio, ideal for aerospace and lightweight structural components - Binder Jetting (BJ)
→ 316L Stainless Steel: cost-effective for complex geometries and batch production, but with lower mechanical performance.
SLM is preferred for high-performance, load-bearing parts, while Binder Jetting is typically used when cost efficiency and scalability are prioritized over peak mechanical strength. And BJ typically provides lower as-printed surface roughness than SLM. It also responds exceptionally well to post-processing; with Standard Polishing, roughness can reach $Ra$ 0.8–2.4.
Deep Dive: For a technical breakdown of how these metal processes differ, read our BJ vs. SLM Metal 3D Printing Comparison.
Summary Table: Quick Material Selection
Process Comparison (FDM vs SLA vs SLS vs MJF vs SLM vs BJ)
Process Overview
Process Strength Accuracy Cost Best Use FDM High (directional) Medium Low Early prototypes, directional load parts SLA Medium Very High Medium High-detail, non-structural parts SLS High (isotropic) Medium Medium-High Functional parts, complex geometry MJF High (isotropic) High Medium-High Production functional parts SLM Very High Very High High Load-bearing, aerospace, tooling BJ High (after sintering) High Medium Batch production, cost-efficient metal parts
Key Differences in Functional Performance
| Process | Strength | Accuracy | Cost | Best Use | |
|---|---|---|---|---|---|
| FDM | High (directional) | Medium | Low | Early prototypes, directional load parts | |
| SLA | Medium | Very High | Medium | High-detail, non-structural parts | |
| SLS | High (isotropic) | Medium | Medium-High | Functional parts, complex geometry | |
| MJF | High (isotropic) | High | Medium-High | Production functional parts | |
| SLM | Very High | Very High | High | Load-bearing, aerospace, tooling | |
| BJ | High (after sintering) | High | Medium | Batch production, cost-efficient metal parts |
FDM provides high tensile strength along print direction, but strong anisotropy makes it unreliable for multi-directional loading.
SLA offers excellent accuracy and surface finish, but limited fatigue resistance makes it unsuitable for structural or cyclic loading parts.
SLS Nylon delivers isotropic strength and strong fatigue resistance, making it suitable for real functional use cases beyond prototyping.
MJF Nylon offers similar mechanical performance to SLS with improved surface finish and production consistency.
Choosing the Right Material and Process
Start with the failure mode you cannot accept, not the material you prefer.
- If the part carries multi-directional or structural load → choose SLS/MJF Nylon or SLM Metal.
- If operating temperature exceeds ~80℃ → use SLM Metal or specialized High-Temp Resins, avoid PLA/PETG and standard/tough resins, as they will undergo thermal deformation at these temperatures.
- If the part experiences cyclic or impact loading → avoid SLA resins
- If surface finish and precision matter more than strength →SLA is the preferred choice
- If cost is the main constraint and load is directional → FDM is sufficient
- Chemical Exposure? 316L Stainless Steel or PETG/Nylon are preferred.
- If the part is safety-critical? SLM Titanium or Steel provides the reliability of traditional manufacturing.
Best Functional Applications
- FDM: Early-stage prototypes, low-load fixtures, directional stress parts
- SLA: High-detail housings, static-fit components, non-load-bearing functional parts
- SLS: Mechanical housings, brackets, snap-fits, functional assemblies
- MJF: Production-grade functional parts requiring consistency and surface quality
- SLM: High-stress aerospace brackets, engine components, custom medical implants, and safety-critical parts requiring the full mechanical strength of solid metal.
- BJ: Cost-effective batch production of complex metal parts, industrial hardware, and functional components where scalability and geometric freedom are prioritized over peak structural density. Additionally, it is uniquely suited for structural components that require specific surface roughness or a particular aesthetic texture.
Which Process is Best for Functional Parts?
| Requirement | Best Process | Recommended Material |
|---|---|---|
| High Strength + Isotropic (Plastic) | MJF / SLS | PA12 Nylon |
| Extreme Load + High Density (Metal) | SLM | 316L Stainless / Titanium |
| Metal Batch Production + Cost-Efficient | BJ | 316L Stainless Steel |
| Ultra-High Precision & Smooth Finish | SLA | LEDO 6060 / 9000HE / CBY |
| Fastest & Cheapest (Low Load) | FDM | ABS / PLA+ |
Real-World Applications of 3D Printing Functional Parts
| Application | Part Type | Why it Works | Typical Materials/Process |
|---|---|---|---|
| Industrial Prototypes | Functional test parts, housings, brackets | Enables real performance testing instead of visual validation, reducing design iteration cycles | FDM (PLA, ABS), SLS Nylon |
| End-use Parts (Low-volume) | Custom enclosures, connectors, fixtures | Eliminates tooling cost, making functional parts viable for small batches | MJF Nylon, SLS Nylon, BJ (316L Steel) |
| Automotive Components | Clips, ducts, mounts, interior parts | Handles complex geometry and weight reduction while maintaining functional strength | SLS/MJF Nylon, PA-CF |
| Aerospace Brackets | Lightweight brackets, mounting fixtures | Supports Topology Optimization for extreme weight savings | SLS Nylon, SLM (Titanium TC4) |
| Robotics & Tooling | End-effectors, jigs, grippers | Allows rapid customization and iteration for task-specific tools | MJF Nylon, PA12-CF, BJ (316L Stainless Steel) |
| Medical Devices | Surgical guides, orthopedic implants | Highly customized to patient anatomy; biocompatible materials | SLA (Biocompatible Resins), SLM (Titanium TC4) |
| Consumer Electronics | Wearable frames, internal chassis | High-detail precision and ergonomic complexity without molds | SLA (Tough Resins), MJF Nylon |
| Tooling & Molding | Conformal cooling, Sand casting patterns | BJ is unrivaled for large, complex sand molds; SLM for high-pressure cooling inserts | SLM (316L), BJ (316L / Sand) |
Best Functional 3D Prints That Actually Work in Engineering
The best functional 3D prints aren't impressive because they look complex. They're impressive because they solved a real constraint, weight, lead time, geometry, cost, in a way traditional manufacturing couldn't match without significant penalty. Here's what that looks like across four common applications.
1.High-Strength Brackets

(Source: Reddit)
A mounting bracket sounds like the most boring possible application. It's also one of the most common places functional 3D printing proves its value over conventional options as a load bearing printed part.
They typically require tight packaging, load-bearing capacity, and weight reduction. An SLS PA12 bracket can be produced overnight at significantly lower cost than machining while maintaining sufficient static load performance.
Key success factor is design for load paths, not machining geometry.
Mini takeaway:
Best for lightweight structural parts where cost-effective low-volume production replaces machining ($30–60 vs $150–400).
2.Snap-Fit Enclosures
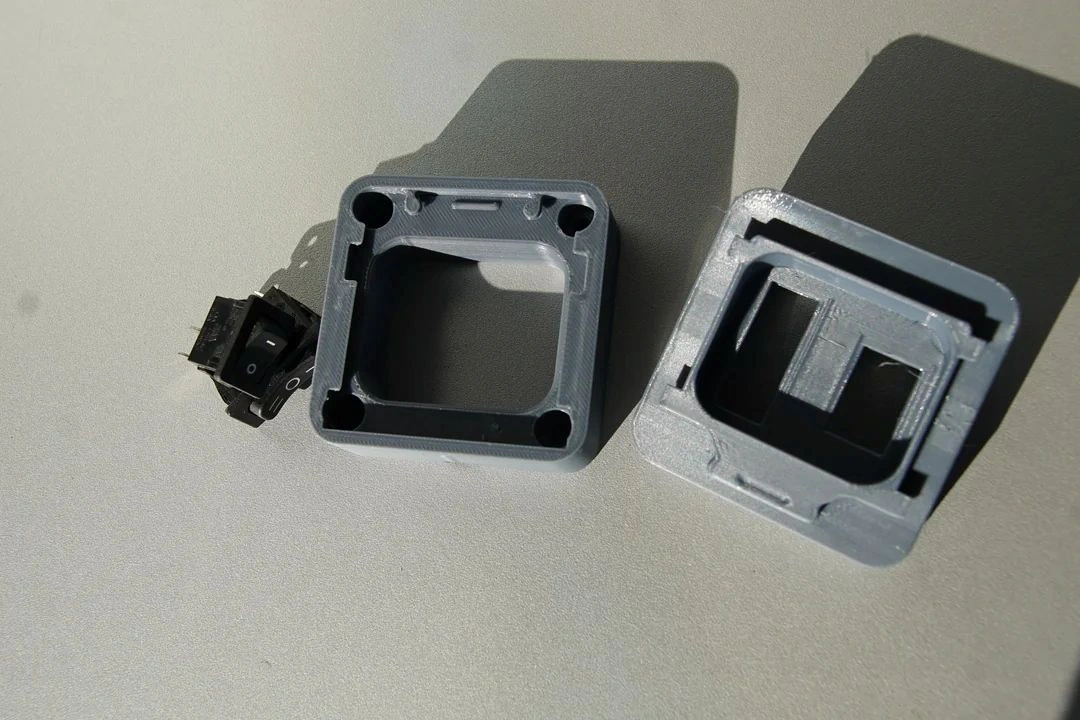
(Source: Reddit)
SLS and MJF PA12 provide the required flexibility (≈15–20% elongation) and fatigue resistance for repeated assembly cycles.
FDM is limited by layer adhesion direction, while SLA resins are generally too brittle for cyclic snap-fit loading.
Mini takeaway:
Best for elastic assemblies where durability matters more than cost per part efficiency, especially in low-to-mid volume production.
3.Custom Jigs and Fixtures
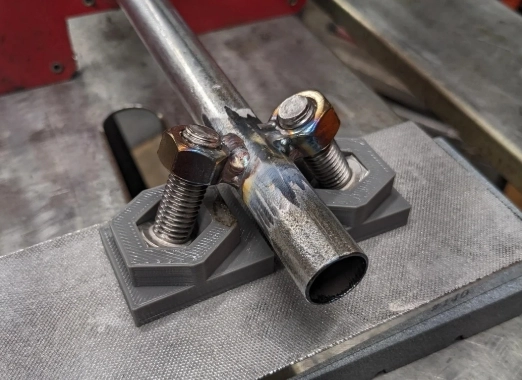
(Source: Reddit)
Jigs and fixtures are arguably the highest-value application of functional 3D printing in manufacturing environments. Not because the parts are structurally demanding, most aren't, but because the economics are dramatically different from any alternative.
Compared to machined aluminum tools ($300–600 per iteration), SLS or FDM fixtures can be produced in hours at $15–40 per part, enabling rapid iteration and design changes.
The key advantage is not strength but geometry freedom and fast turnaround.
Mini takeaway:
Best for high-ROI manufacturing tools where cost and iteration speed dominate ($15–40 vs $300–600 machining cost).
4.Heat-Resistant Housings
Heat-resistant housings depend more on material selection than geometry.
SLS and MJF PA12 handle most electronic and automotive enclosure requirements up to ~150–180°C HDT, while higher temperatures require engineering resins or high-performance polymers.
Thermal expansion mismatch must be considered in metal-to-plastic assemblies.
Mini takeaway:
Best for thermal functional parts where material cost is justified by reliability under heat stress.
Common Mistakes in Functional Printing
1.Overestimating Resin Strength
Resin looks strong. It feels rigid. But most SLA materials fail under impact or cyclic loading. Engineers often use resin for functional 3d printed parts that see real stress, and the result is cracking after a few cycles. Resin works for detail and accuracy, not for unpredictable loads.
2.Ignoring Layer Orientation
Layer direction defines strength. If your load acts across layers, the part becomes weak at the bond lines. This is one of the most common failure points in cool functional prints. A simple rotation during setup can double effective strength, but it’s often ignored during design.
3.Wrong Material Selection
Material choice is where most failures start. PLA is used in heat environments. Standard nylon is used where stiffness is required. Each mismatch shows up in real use, not in the CAD model. In engineering 3D printing, material must match load type, temperature, and lifecycle.
4.Poor Infill Design
Infill is not just about saving material. It affects stiffness and load distribution. Low infill leads to internal collapse under stress. Overly dense infill increases cost without proportional strength gain. The right structure depends on how the part is loaded.
When NOT to Use Functional Additive Manufacturing
Functional additive manufacturing has limits, and ignoring them leads to failure.
High-load Metal Replacement
It is not suitable for high-load structural metal replacement where forged or machined metals are required. Polymer-based processes cannot match the fatigue strength and long-term reliability of traditional metal components.
High-temperature Continuous Stress Environments
It also struggles in high-temperature, continuous stress environments. Many polymers soften or creep under heat, which leads to deformation over time even if the initial strength looks sufficient.
Certified Safety-critical Parts
Safety-critical certified components are another boundary. Aerospace flight parts, medical implants, and regulated systems require strict certification, traceability, and repeatability. In these cases, traditional manufacturing or certified additive workflows are required.
FAQ about Functional Prints
Q1: What materials are best for functional 3D printed parts?
Nylon (SLS/MJF) is best for most functional parts, while FDM plastics work for low-load use and SLA resins for high-detail but lower-strength applications.
Q2: Is SLS or MJF better for functional parts?
Both are excellent.
MJF is better for production due to higher consistency and density.
SLS is better for fine details and material variety.
Verdict: MJF is generally preferred for reliable, production-grade functional parts. At JLC3DP, both SLS and MJF are available, so you can select based on performance requirements rather than process limitations.
Q3: Is 3D Printing Strong Enough for Functional Parts?
Yes. 3D printing is strong enough for functional parts when using the right material and design. SLS and MJF nylon offer the most reliable strength, while FDM is suitable for directional loads.For applications requiring maximum mechanical integrity or high-stress reliability, SLM/BJ Metal 3D Printing is the primary recommendation.
Q4: Can 3D Printed Parts Replace Machining?
Partially. 3D printing can replace machining for low-volume, complex, or lightweight parts. Machining is still better for tight tolerances and high-load metal components.
Q5: Can 3D printed parts be used for load-bearing applications?
Yes, but only with the right material and design, such as properly oriented nylon parts or reinforced structures.
Q6: Functional vs Prototype 3D Printing: What’s the Difference?
Functional prints are designed for real-world use with strength and durability, while prototypes focus mainly on shape and appearance.
Conclusion about Functional 3D Printed Parts
Functional 3D printing has moved beyond prototyping. You can now produce real, working components with the right combination of material and design.
Performance comes from how you design the part and how you choose the process. Geometry, orientation, and material behavior decide whether a part succeeds in real use.
If you’re building functional 3d printed parts, you need validation before production grade 3D printing.
Upload your functional 3D printed parts to JLC3DP for instant manufacturing evaluation.
Keep Learning
How Can You Use 3D Printing for Rapid Prototyping?
Rapid prototyping with 3D printing lets engineers turn a CAD file into a physical part in days instead of weeks. No tooling. No minimum order quantities. No waiting for a machine shop to fit your job into the schedule. Just a design file and a printed part you can hold, test, and iterate on before committing to expensive production tooling. That's the core value proposition. But additive manufacturing prototyping isn't a single process, it's a family of technologies, each suited to different prototype......
Functional 3D Printing for Real Parts: Design Rules, Materials & Uses
Functional 3D Printing for Real Parts: Design Rules, Materials & Uses Key Takeaways Functional 3D printing is used for real, load-bearing parts, not just prototypes. Design matters more than material — poor geometry or orientation causes most failures. SLS and MJF PA12 offer the most reliable performance for production-grade polymer parts. Metal 3D Printing (SLM/BJ) is essential when requirements exceed the thermal or mechanical limits of polymers. Success depends on the "Triple Threat": orientation, ......
Mass Customization Manufacturing: Benefits, Costs & 3D Printing
Key Takeaways Mass customization lets manufacturers produce unique or personalized products at near-mass-production costs. Unlike traditional manufacturing that requires expensive tooling upfront, mass customization, especially through 3D printing, skips that entirely. You get flexibility without the usual price penalty. The technology making this possible today includes parametric CAD design, 3D printing farms, and digital supply chains that can handle thousands of different configurations without re......
3D Printed Houses: the future of residential construction?
In recent years, 3D printed houses, as a new type of housing, have attracted a lot of attention. The news mentioned that this technology can complete the construction of houses in less than 24 hours, and it is more economical and environmentally friendly than traditional construction methods. What is the actual effect of 3D printed houses? This article will analyze the current status of this emerging construction technology and the problems it faces from multiple perspectives. Source: TODAY.com 1. The......
CES 2026 Hardware Trends: How Manufacturing Is Shaping AI and Robotics
CES 2026 Hardware Innovation Trends: From Prototypes to Industrial-Grade Manufacturing CES is widely regarded as the world’s leading technology showcase—and a real indicator of where global hardware innovation is heading. In 2026, CES revealed a clear shift: innovation is no longer about impressive demos. It’s about building products that can survive real-world environments, pass functional testing, and move toward scalable manufacturing. According to official data from the CES 2026 Innovation Awards:......
Exploring Green Construction Alternatives in Large-scale 3D Printing
Why Green Materials Matter in Construction The construction industry contributes approximately 37% of global greenhouse gas emissions, with cement production being one of the largest offenders. As the need for sustainable building practices intensifies, large-scale 3D printing offers a game-changing solution. This article explores how bio- and earth-based materials are becoming viable, eco-friendly alternatives to cement in additive manufacturing. Environmental Impact of Cement in 3D Printing Cement i......