Metal Surface Finish: Types, Roughness & How to Choose
21 min
- What Is Metal Surface Finish?
- Metal Finishing vs Surface Treatment: What’s the Difference?
- Why Surface Finishing Is Critical in Manufacturing
- Types of Metal Surface Finishes
- Surface Roughness Explained
- Metal Surface Finishes by Material
- Recommended Metal Surface Finishes by Application
- How to Choose the Right Metal Surface Finish
- Common Defects in Metal Finishing
- Metal Finishing for CNC and 3D Printed Parts
- FAQ about Metal Finishing
- Conclusion about Metal Finishing
Metal Surface Finish: Types, Roughness & How to Choose
Key Takeaways
Metal surface finish refers to the condition of a metal surface after processing, its roughness, texture, cleanliness, and any applied coating or treatment. It affects both performance and appearance: corrosion resistance, wear behavior, fatigue life, coating adhesion, friction coefficient, and visual quality all depend on the surface condition.
The main categories of metal finishing are mechanical (polishing, grinding, brushing), chemical (etching, chemical polishing), electrochemical (anodizing, electroplating), coating (powder coat, paint, metal effect coatings), and mass finishing (tumbling, vibratory). Surface roughness is quantified by Ra, the arithmetic average of surface peak-to-valley height, with typical machined surfaces running Ra 0.8-3.2 µm and polished surfaces reaching Ra 0.025-0.4 µm.
Choosing the right metal surface finish requires matching the finishing process to the base material, the application environment, the functional requirements, and the production volume.
What Is Metal Surface Finish?
Metal surface finish refers to the condition of a metal surface after manufacturing, including its roughness, texture, cleanliness, and any applied coating or treatment. It determines how a part performs in terms of friction, wear resistance, corrosion protection, coating adhesion, and visual appearance.
In practical terms, metal surface finish defines both how a part functions and how it looks once production is complete.
Metal Finishing vs Surface Treatment: What’s the Difference?
Although often used interchangeably, metal finishing and surface treatment refer to different engineering concepts.
| Factor | Metal Finishing | Surface Treatment |
|---|---|---|
| Primary objective | Improve surface condition, appearance, and texture | Modify surface chemistry or microstructure for performance |
| Material removed or added | Usually adds material (coating, plating) or removes surface peaks (polishing) | May change surface chemistry without significant material change |
| Examples | Polishing, painting, powder coating, plating, anodizing | Passivation, nitriding, carburizing, shot peening, phosphating |
| Effect on dimensions | Coating thickness adds to dimensions; polishing removes material | Usually negligible dimensional change |
| Primary driver | Appearance, corrosion protection, surface quality | Mechanical performance, wear resistance, fatigue life |
| Reversibility | Coatings can be stripped; polishing is permanent material removal | Generally permanent microstructural change |
| Typical application | Consumer products, industrial parts, corrosion protection | Aerospace, automotive, tooling, high-performance mechanical components |
In practice, a complete metal surface finishing specification often includes both surface treatment to modify properties followed by surface finishing for appearance and additional protection. Steel gear might be carburized (surface treatment), then shot peened (surface treatment), then phosphated (finishing), then oiled, multiple processes working together to optimize the final surface condition.
Why Surface Finishing Is Critical in Manufacturing
The reasons to specify and control metal surface finish carefully fall into three categories: performance, protection, and process.
Performance: surface condition directly affects how a part behaves under load. A polished bearing surface reduces friction and extends service life compared to a rough machined equivalent. A shot-peened fatigue-critical component has a longer service life than the same unpeened part because the compressive surface stress resists crack initiation. Surface roughness on sealing faces affects leak rate. These aren't marginal improvements, they're design requirements with measurable engineering consequence.
Protection: most corrosion, oxidation, and wear failure initiates at the surface. A correctly specified metal surface treatment and finishing process protects the substrate from the service environment. Anodized aluminum resists corrosion that bare aluminum can't withstand. Zinc-plated steel survives outdoor environments that bare steel doesn't. Hard chrome on a hydraulic rod resists wear from seal contact that bare steel fails under quickly.
Process: downstream manufacturing processes depend on incoming surface condition. Coating adhesion depends on surface cleanliness and roughness. Assembly fit depends on dimensional accuracy including surface finish on mating faces. Weld quality depends on surface preparation. Specifying metal surface finish correctly throughout the manufacturing process isn't just about the final product, it affects every subsequent operation.
Types of Metal Surface Finishes

Mechanical Finishes
Mechanical metal finishing uses physical abrasive action, tools, abrasive media, or abrasive compounds, to modify the surface by removing material. The defining characteristic is that the surface change comes from mechanical contact rather than chemical reaction or material deposition.
1. Polishing
What: Abrasive-based process that smooths the metal surface to reduce roughness and increase reflectivity.
Ra: ~0.025–0.4 µm
Function: Improves surface smoothness, reduces friction, enhances appearance
Use Case: Optical parts, medical instruments, cosmetic components
2. Grinding
What: High-speed abrasive wheel removes material to achieve precise dimensions and a controlled finish.
Ra: ~0.1–0.8 µm
Function: Ensures tight tolerances and smooth functional surfaces
Use Case: Bearing surfaces, shafts, precision mating parts
3. Brushing
What: Abrasive belts or brushes create a unidirectional linear surface texture.
Ra: ~0.4–1.6 µm
Function: Provides consistent texture and hides scratches
Use Case: Stainless steel panels, consumer products, appliances
Chemical Finishes
Chemical finishing uses controlled chemical reactions to modify the metal surface, removing material, changing surface chemistry, or producing a conversion coating, without the mechanical contact of grinding or polishing.
1. Etching
What: Chemical solution removes surface material to clean or texture the metal.
Ra: ~1.0–3.0 µm (varies by process)
Function: Surface preparation and oxide removal
Use Case: Pre-treatment before coating or anodizing
2. Chemical Polishing
What: Controlled chemical reaction dissolves surface peaks to smooth the surface.
Ra: ~0.2–0.8 µm
Function: Improves surface uniformity without mechanical contact
Use Case: Complex geometries, internal channels
Electrochemical Finishes
Electrochemical finishing uses electrical current in an electrolyte to either deposit material on the surface (electroplating) or remove material from it (electropolishing) or convert the surface chemically (anodizing).

1. Anodizing
What: Electrochemical process that converts metal surface into a protective oxide layer (mainly aluminum).
Ra: ~0.5–1.5 µm (depends on pre-treatment)
Function: Improves corrosion resistance, hardness, and appearance
Use Case: Aluminum CNC parts, electronics housings
2. Electroplating
What: Deposits a thin metal layer (e.g., zinc, nickel) onto the substrate surface.
Ra: ~0.1–1.0 µm
Function: Enhances corrosion resistance, wear resistance, and conductivity
Use Case: Fasteners, connectors, industrial components
Coating Finishes
Coating finishes apply material to the surface to provide protection, color, or functional properties without relying on a conversion reaction with the substrate.
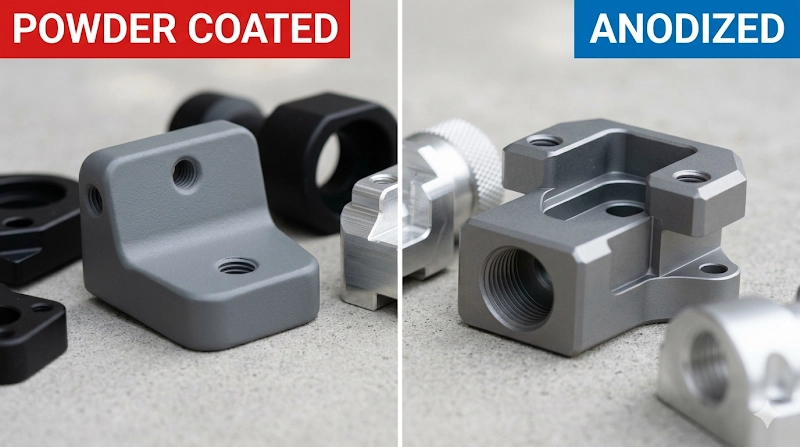
1.Powder Coating
What: Dry powder applied electrostatically and cured into a solid coating.
Ra: ~1.0–3.0 µm
Function: Provides durable corrosion protection and color finish
Use Case: Enclosures, structural parts, outdoor equipment
2. Painting
What: Liquid coating system applied in single or multiple layers.
Ra: ~0.5–2.0 µm
Function: Adds protection, color, and environmental resistance
Use Case: Automotive parts, industrial structures
3. Metal Effect Coating
What: Coating with metallic particles to simulate real metal appearance.
Ra: ~0.5–1.5 µm
Function: Achieves metallic look without using solid metal
Use Case: 3D printed parts, decorative applications
Mass Finishing
Mass finishing handles large batches of small parts simultaneously through controlled abrasive action in a contained process. Rather than finishing each part individually, hundreds or thousands of parts process together with abrasive media in a vibratory or rotating container.
1.Tumble Finishing
What: Rotating barrel process that smooths and deburrs parts using abrasive media.
Ra: ~0.4–2.0 µm
Function: Batch surface smoothing and edge rounding
Use Case: Small metal parts, hardware, cast components
2. Vibratory Finishing
What: Vibrating container moves parts and media to refine surfaces.
Ra: ~0.4–2.0 µm
Function: Gentle, uniform finishing for batch processing
Use Case: CNC parts, small-to-medium components
Common Metal Finishes Comparison
| Finish Type | Roughness Ra (µm) | Relative Cost | Durability | Best Use Case |
|---|---|---|---|---|
| As machined (milled) | 0.8-3.2 | Baseline | N/A | Internal parts, non-critical surfaces |
| Ground | 0.1-0.8 | Low | N/A | Bearing surfaces, mating faces, tight tolerances |
| Brushed | 0.4-1.6 | Low | Moderate | Cosmetic stainless, aluminum panels, appliances |
| Polished (satin) | 0.2-0.8 | Low-Medium | Moderate | Industrial equipment, pre-coating preparation |
| Polished (mirror) | 0.025-0.1 | High | Low without protection | Optical, medical instruments, cosmetic premium |
| Bead blasted | 0.5-2.0 | Low | Moderate | Pre-anodize aluminum, uniform matte texture |
| Anodized Type II | 0.5-1.5 | Low-Medium | Good | Aluminum CNC parts, consumer electronics |
| Anodized Type III | 0.5-1.5 | Medium | Excellent | Aerospace, wear-resistant aluminum |
| Zinc plated | 0.3-1.0 | Low | Good | Steel fasteners, hardware, industrial parts |
| Electroless nickel | 0.1-0.5 | Medium | Excellent | Complex geometry, wear and corrosion resistance |
| Hard chrome | 0.05-0.3 | High | Excellent | Hydraulic rods, tooling, high-wear applications |
| Powder coat | 1.0-3.0 | Low-Medium | Excellent | Steel enclosures, structural parts, color finish |
| Liquid paint (multi-coat) | 0.5-2.0 | Medium-High | Good-Excellent | Exterior structures, automotive, marine |
| Electropolished | 0.1-0.8 | Medium | Excellent | Medical, pharmaceutical, stainless steel |
| Vibratory/tumble | 0.4-2.0 | Very Low | Moderate | Batch deburring and surface refinement |
| Passivation | No change | Low | Good | Stainless steel corrosion resistance improvement |
Surface Roughness Explained
What Is Surface Roughness (Ra)?
Surface roughness refers to the microscopic texture of a metal surface, formed by peaks and valleys during manufacturing.
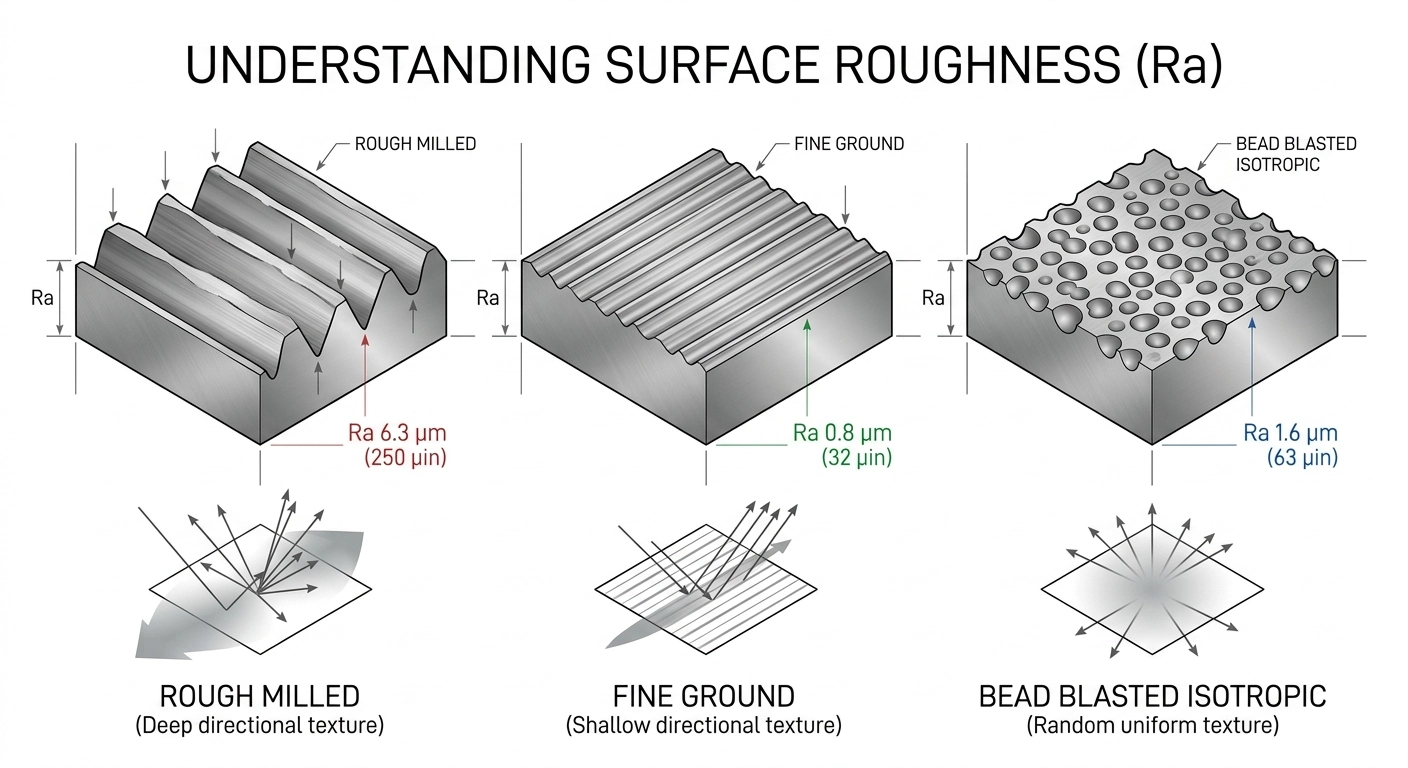
Ra (average roughness) is the most commonly used parameter.It represents the average height deviation of the surface profile.
In simple terms:
Lower Ra = smoother surface
Higher Ra = rougher surface
Typical Surface Roughness Ranges
| Process | Typical Ra (µm) | Surface Quality |
|---|---|---|
| Rough machining | 3.2–12.5 | Rough, visible tool marks |
| Standard machining | 1.6–3.2 | machined finish |
| Grinding | 0.1–0.8 | Smooth, functional |
| Polishing | 0.025–0.4 | Very smooth / reflective |
| Mirror finish | ≤0.05 | Optical-grade |
Why Surface Roughness Matters
Surface roughness directly affects:
- Friction and wear
- Sealing performance
- Coating adhesion
- Visual appearance
Choosing the right roughness level is essential for both performance and manufacturability.
Engineering Insight into Surface Roughness
For most applications, Ra alone is sufficient for specification. More advanced parameters (e.g., Rz or waviness) are typically only required in high-precision or sealing-critical applications.
Metal Surface Finishes by Material
Different metals respond to finishing processes in completely different ways. What works on aluminum damages stainless steel. What produces excellent results on mild steel is inappropriate for titanium. Understanding material-specific behavior is essential for specifying metal finishing correctly.
Steel Finishes
Recommended Finishes:
- Zinc plating
- Powder coating
- Electroless nickel Key Considerations:
Cons
- Steel has low corrosion resistance and requires protection
- High-strength steels (>40 HRC) may face hydrogen embrittlement during plating
- Surface preparation (e.g., blasting) is critical for coating adhesion
For steel parts requiring corrosion protection or wear resistance, selecting the correct finishing process early in design is essential.
Stainless Steel Finishes
Recommended Finishes:
- Passivation (standard)
- Electropolishing
- Bead blasting Key Considerations:
Cons
- Passivation removes free iron and improves corrosion resistance
- Electropolishing enhances surface smoothness and cleanliness
- Avoid contamination from carbon steel tools or media
For high-cleanliness or corrosion-critical applications, surface treatment is often mandatory rather than optional.
At JLC3DP, stainless steel parts can be processed with passivation and electropolishing to meet industrial and medical requirements.Get a quote now.
Aluminum Metal Finishes
Recommended Finishes:
- Anodizing (Type II / Type III)
- Powder coating
- Chromate conversion (Alodine) Key Considerations:
Cons
- Anodizing significantly improves corrosion and wear resistance
- Dimensional change must be considered (coating thickness)
- Pre-treatment (e.g., bead blasting) affects final appearance
Aluminum metal finishing is one of the most versatile materials for surfac e finishing due to its anodizing compatibility.
Titanium Metal Finishes
Recommended Finishes:
- Passivation
- Titanium anodizing
- Electropolishing (specialized) Key Considerations:
Cons
- Requires specialized chemistry and controlled processes
- Highly reactive to contamination during processing
- Anodizing is often used for color coding rather than protection
Titanium metal finishing is more complex and typically requires experienced process control.
Copper & Brass Finishes
Recommended Finishes:
- Electroless nickel
- Clear coating / lacquer Key Considerations:
Cons
- Prone to oxidation and tarnishing
- Protective coatings are required for long-term appearance
- Some chemical processes may aggressively attack the base metal
For decorative or electrical applications, maintaining surface stability is key.
Surface Preparation Before Finishing
Surface preparation is where most metal finishing failures originate. A coating applied over contamination, a plating bath contaminated by carry-in oil, an anodize layer that doesn't bond properly because the surface wasn't clean, these are preparation failures, not finishing failures. The finishing process did what it was supposed to do on the surface it received. The surface it received wasn't ready.
Key Principles
- Clean surface: Oils, grease, and contaminants prevent proper adhesion
- Controlled roughness: Surface profile enables mechanical bonding
- Oxide removal: Weak surface layers reduce coating durability
In practice:
Poor preparation leads to poor adhesion, peeling, and early failure—regardless of coating quality.
Why It Matters
Surface preparation directly affects:
- Coating adhesion
- Corrosion resistance
- Surface consistency
Even high-performance finishes will fail if applied to a contaminated or improperly prepared surface.
Engineering Insight
For most applications, the goal is simple:
Clean + roughen + stabilize the surface before finishing
This ensures reliable performance across coating, anodizing, and plating processes.
Recommended Metal Surface Finishes by Application
Recommended metal surface finishes vary depending on the industry and functional requirements. Each application requires different levels of corrosion resistance, wear resistance, biocompatibility, or cosmetic appearance.
Typical recommendations are:
- Aerospace → anodizing, electropolishing, chromate conversion coatings
- Automotive → powder coating, zinc plating, e-coating systems
- Medical → electropolishing, passivation for stainless steel
- Industrial → zinc plating, electroless nickel, hard chrome coatings
- Consumer products → brushed finishes, anodizing, powder coating
Best metal surface finishes by application (simple selection list)
- Aerospace: anodizing (aluminum), electropolishing (stainless steel), conversion coatings
- Automotive: powder coating, zinc plating, electrocoating (E-coat)
- Medical: electropolishing, passivation (stainless steel)
- Industrial machinery: electroless nickel, hard chrome, zinc coatings
- Consumer electronics: brushed metal finish, anodized aluminum, powder coating
Why different applications need different metal surface finishes
Different industries require different surface properties:
- Corrosion resistance → aerospace, automotive, marine environments
- Wear resistance → industrial machinery, mechanical components
- Cleanliness & biocompatibility → medical devices
- Aesthetic appearance → consumer and electronics products
Because of these differences, there is no universal best metal surface finish—selection must be application-driven.
Quick decision rule
The correct metal surface finish is selected based on:
Application → Environment → Material → Function
If any factor is ignored, surface performance may fail even if the finish itself is high quality.
How to Choose the Right Metal Surface Finish
Choosing the right metal surface finish is not about picking the most advanced process—it’s about matching function, material, environment, and cost. A wrong finish often fails not because the process is poor, but because the selection logic is incorrect from the start.
A practical selection should always follow four layers:
1. Start with Function (What the part must do)
Function is always the primary filter. The surface finish must directly support the part’s operating condition.
Typical functional requirements and matching finishes:
- Corrosion resistance (outdoor / humid environment)
→ Zinc plating, powder coating, anodizing (Al), passivation (SS) - High wear resistance (friction / contact surfaces)
→ Hard chrome, electroless nickel, hard anodizing (Type III) - Low friction / smooth motion (bearings, sliding parts)
→ Polishing, grinding, electropolishing - Fatigue life improvement (load-bearing parts)
→ Shot peening, controlled blasting, electropolishing - Electrical performance (conductivity / contact stability)
→ Gold plating, silver plating, nickel underlayer systems
Key rule:
If the finish does not solve a functional problem, it is not the right finish.
2. Match the Base Material (Compatibility filter)
Not all finishes work on all metals. Material compatibility eliminates invalid options early.
Aluminum
- Best: anodizing, powder coating, chromate conversion
- Avoid: direct steel plating systems without intermediates
Stainless Steel
- Best: passivation, electropolishing, bead blasting
- Avoid: coatings that trap contaminants without surface prep
Carbon Steel
- Best: zinc plating, powder coating, electroless nickel
- Note: requires corrosion protection in almost all environments
Titanium
- Best: titanium anodizing, passivation, specialized electropolishing
- Note: highly process-sensitive, contamination critical
Key rule:
If the finish is not chemically compatible with the substrate, performance will fail regardless of application quality.
3. Define Environment (Where the part will operate)
The same material can require completely different finishes depending on exposure conditions.
Environment-based selection:
- Indoor dry environment
→ Brushed finish, light polishing, basic plating - Outdoor exposure (rain / UV / humidity)
→ Powder coating, anodizing, zinc plating - Marine / high corrosion environment
→ Hot-dip galvanizing, electropolishing + passivation, multi-layer coating systems - High temperature / industrial wear
→ Hard coatings (chrome, nickel), thermal-resistant finishes
Key rule:
Environment determines coating system complexity—not aesthetics.
4. Balance Cost vs Production Volume (Manufacturing reality)
Even the best finish is not viable if it does not match production scale.
Practical decision guide:
- Low volume / prototypes
→ Bead blasting, polishing, basic anodizing - Medium volume production
→ Anodizing, powder coating, plating systems - High volume industrial production
→ Zinc plating, automated coating lines, batch finishing (tumbling/vibratory) - High performance + low tolerance cost sensitivity
→ Electroless nickel, hard anodizing, controlled electrochemical processes
Key rule:
Production volume defines process feasibility, not just cost.
Final Decision Logic (Engineering Summary)
A reliable selection process always follows this order:
Function → Material → Environment → Cost/Volume
If any step is skipped, the finish may look correct but fail in performance.
Quick Engineering Checklist
Before finalizing a metal surface finish, confirm:
- Does it solve a functional requirement?
- Is it compatible with the base material?
- Does it match the real operating environment?
- Is it feasible at the required production volume?
- Does it introduce unwanted dimensional or mechanical changes?
Key Engineering Insight
In most real-world failures, the issue is not the surface finish itself, but a mismatch between:design expectation vs actual surface engineering requirement.
A correct selection process eliminates 80% of coating, adhesion, and corrosion failures before manufacturing begins.
Common Defects in Metal Finishing
Uneven Coating
Non-uniform thickness across the surface, often thicker on edges and thinner in recesses.
Cause: Poor process control, uneven current density, or improper application technique.
Poor Adhesion
Coating, plating, or anodized layer peels or flakes off during use.
Cause: Inadequate surface preparation, contamination, or insufficient surface roughness.
Surface Contamination
Visible defects such as stains, pits, or discoloration on the finished surface.
Cause: Residual oils, embedded particles, or cross-contamination during processing.
Over-Polishing
Excessive material removal leading to rounded edges or dimensional loss.
Cause: Prolonged polishing time or overly aggressive abrasives.
Orange Peel Effect
Uneven, textured coating surface resembling orange skin.
Cause: Improper coating parameters, excessive thickness, or curing issues.
Pitting
Small holes or localized corrosion spots on the surface.
Cause: Trapped contaminants, gas entrapment, or improper cleaning.
Metal Finishing for CNC and 3D Printed Parts
CNC & Metal 3D Printing Finishing
Metal finishing for CNC machined parts and metal 3D printed parts follows the same engineering principles, but the starting surface condition and post-processing requirements are fundamentally different. Understanding this difference is key to selecting the correct finishing strategy.
To optimize your manufacturing workflow, take a deeper look into CNC VS 3D Printing Service.
CNC Machined Parts Finishing
CNC machined metal parts typically start from a relatively controlled surface condition, depending on the final cutting tool path and material.
- Milled surfaces: Ra ~0.8–3.2 µm
- Turned surfaces: Ra ~0.4–1.6 µm
For many functional parts, this is already acceptable. However, additional finishing is often required for:
- Corrosion protection
- Cosmetic appearance
- Improved wear resistance
- Reduced friction
- Improved coating adhesion
Common CNC Finishing Systems
Aluminum CNC Parts
Typical finishing combinations include:
- Bead blasting + anodizing (Type II) → general industrial + cosmetic use
- Bead blasting + hard anodizing (Type III) → wear-critical applications
- Alodine (chromate conversion) + paint → aerospace and structural systems
Key point:
Aluminum finishing is often a system (pre-treatment + coating), not a single process.
Stainless Steel CNC Parts
- Passivation → baseline corrosion resistance improvement
- Electropolishing + passivation → medical / pharmaceutical / high-cleanliness applications
- Bead blasting → uniform matte appearance for industrial design
Key point:
Stainless steel finishing focuses more on surface cleanliness and corrosion stability than coating thickness.
Steel CNC Parts
- Zinc plating → general corrosion protection for hardware
- Electroless nickel → uniform coating for complex geometries
- Powder coating → structural parts and enclosures
Key point:
Steel finishing is primarily a corrosion-control system.
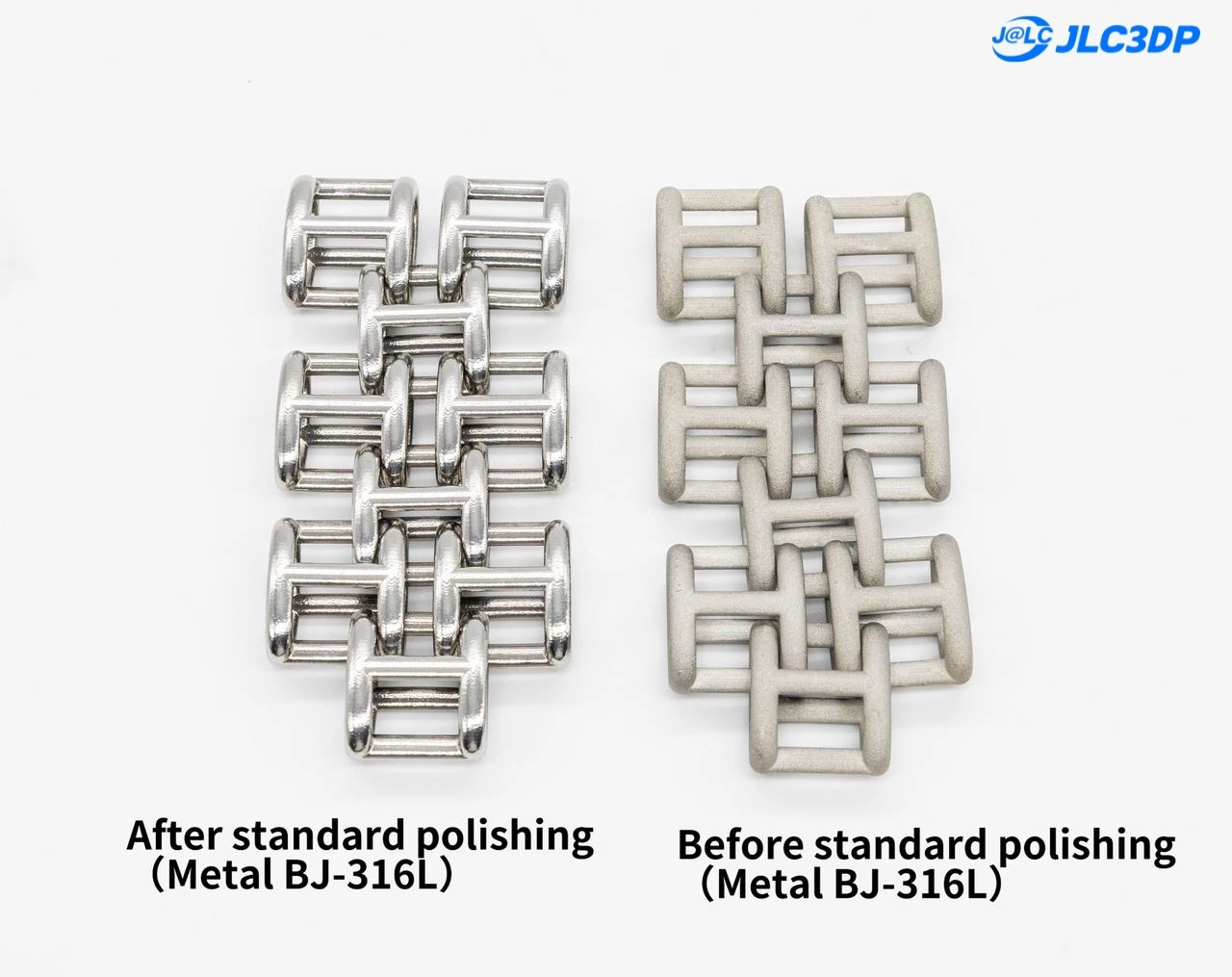
Metal 3D Printed Parts Finishing
Metal additive manufacturing (SLM, DMLS, binder jetting) produces a significantly rougher and less stable surface than CNC machining.
- As-built surface roughness: Ra ~6–25 µm
- Layer lines and partially sintered particles are present on the surface
This means secondary finishing is almost always required for functional or cosmetic applications.
Standard Metal 3D Printing Post-Processing Workflow
A typical finishing flow includes:
- Support removal
→ Eliminates attachment points and surface damage - Stress relief heat treatment
→ Reduces residual stress from the printing process - Surface cleaning / blasting
→ Removes loose powder and partially fused particles - Machining of critical features
→ Ensures dimensional accuracy (holes, threads, mating faces) - Final surface finishing
→ Polishing / coating / anodizing / plating depending on material
More details:Why Metal 3D Printing Post-Processing Is the Real Bottleneck.
Key Difference vs CNC Parts
| Aspect | CNC Parts | Metal 3D Printed Parts |
|---|---|---|
| Initial surface | Controlled machining finish | Rough, layered surface |
| Dimensional accuracy | High | Requires post-machining |
| Surface stability | High | Requires stress relief |
| Finishing dependency | Optional | Often mandatory |
Check out our detailed comparison on Metal Polishing Processes Compared: 3D Printed vs Cast vs Machined Parts.
Metal Effect Finishing (Non-metal 3D Printed Parts)
For polymer or resin 3D printed parts, metal appearance can be achieved without metal substrate.
- Liquid metal coating (metal powder-based system)
- Mechanical polishing after coating
- Chemical patination for aged or brushed effects
Result:
A visually metallic surface with significantly lower cost and weight compared to real metal parts.
Engineering Insight
CNC finishing is primarily about:
enhancing an already stable surface
Metal 3D printing finishing is about:
stabilizing and rebuilding a rough surface before enhancement
This distinction is critical when defining production workflow and cost structure.
Why This Matters for Production Projects
Choosing the wrong finishing path can lead to:
- Poor coating adhesion
- Dimensional mismatch after coating thickness
- Premature corrosion or wear failure
- Unnecessary cost escalation in post-processing
A correct finishing strategy should be defined at the quotation stage, not after production begins.
FAQ about Metal Finishing
Q: What is the most common metal surface finish?
Bead blasting, anodizing, powder coating, and standard machined finishes are among the most common metal surface finishes in CNC manufacturing.
Q: What is the difference between polishing and coating?
Polishing smooths the base metal surface itself, while coating adds a separate protective or decorative layer over the metal.
Q: What surface finish is best for corrosion resistance?
Anodizing, electropolishing, passivation, and high quality powder coating are commonly used to improve corrosion resistance.
Q: What is Ra in metal finishing?
Ra is the average surface roughness measurement used to quantify the microscopic texture of a finished metal surface.
Q: How do you choose the right metal finish?
The right metal finish depends on the part’s material, appearance requirements, corrosion exposure, wear conditions, and dimensional tolerances.
Q: Does surface finish affect coating adhesion?
Yes, surface texture and cleanliness strongly affect how well paint, powder coating, anodizing, or plating adheres to metal.
Q: What surface finish is best for cosmetic CNC parts?
Fine bead blasting, anodizing, polishing, and brushed finishes are commonly used for cosmetic CNC machined components.
Q: Can surface finishing change part dimensions?
Yes, processes like polishing, blasting, anodizing, and plating can slightly alter dimensions and edge geometry.
Q: What is the difference between matte and polished metal finishes?
Matte finishes scatter light for a non reflective appearance, while polished finishes create smoother reflective surfaces.
Q: Why is surface roughness important in machining?
Surface roughness affects sealing, friction, coating adhesion, wear resistance, fatigue life, and overall part appearance.
Conclusion about Metal Finishing
Metal surface finish is where a manufactured part becomes a finished product, or where it fails to become one. The geometry might be perfect, the material might be correct, and the machining might be excellent, but without the right surface condition the part corrodes, wears prematurely, fails to coat properly, or falls short of the appearance standard the application requires.
The selection logic is consistent: start with the service environment and functional requirements, check material compatibility, then choose the finish that meets the requirements at the production volume and cost that the project justifies. Polished mirror finish on a structural bracket that nobody sees is wasteful. Zinc plate on a stainless steel medical component is wrong. Bare machined aluminum in a marine environment is a failure waiting to happen.
Common types of metal surface finish, anodizing, plating, powder coat, passivation, polishing, bead blasting, all have their right applications and their wrong ones. This guide has covered what each process does and where it belongs. The selection decision for any specific part follows from applying that framework to the actual service requirements.
Keep Learning
Metal Surface Finish: Types, Roughness & How to Choose
Metal Surface Finish: Types, Roughness & How to Choose Key Takeaways Metal surface finish refers to the condition of a metal surface after processing, its roughness, texture, cleanliness, and any applied coating or treatment. It affects both performance and appearance: corrosion resistance, wear behavior, fatigue life, coating adhesion, friction coefficient, and visual quality all depend on the surface condition. The main categories of metal finishing are mechanical (polishing, grinding, brushing), ch......
Best 3D Printing Nozzle Guide: Types, Material, and Size
When people think about 3D printing, they usually focus on the printer itself, the filament, or slicing software. But one of the most underrated yet critical parts of any setup is the 3D printer nozzle. This small component controls your layer precision, print speed, surface finish, and even which materials you can successfully print. A good 3D printing nozzle isn’t only for avoiding clogs, it also comes with the ability to push your printer to its full potential. The right one can mean the difference......
Best 3D Printer Extruder: Strongest & Most Reliable Options for 2026
The extruder is the heart of your machine. It’s the part that grips, melts, and precisely feeds filament to create each layer of your model. A weak or unreliable extruder can cause clogs, under-extrusion, and inconsistent prints. But with the best 3D printer extruder, you can dramatically improve print quality, reduce downtime, and expand the types of materials you can use. At JLC3DP, we’ve tested dozens of extruder setups for different printers and materials and learned that a strong, reliable extrud......
Transparent & Clear 3D Printing Guide: Filaments, Tips & Tricks
(source: AI) Most “clear” 3D prints aren’t fooling anyone. They come out looking more like yellow frosted bathroom glass than crystal-clear acrylic. But don’t give up hope just yet. With the right materials, printer settings, and a little post-processing finesse, you can achieve that see-through, polished look that turns heads and gets the job done. So why does clear 3D printing matter? Because transparency isn’t just for show. Engineers use it to prototype fluid channels, optics labs print light guid......
How to 3D Print Temperature Tower for Temp Test
A few degrees can be the difference between a flawless part and a wasted spool of filament. Too hot, and you’ll see drooping edges, stringing, or detail loss. Too cold, and layers won’t bond properly, leaving brittle parts that can crack under stress. That’s why dialing in the right print temperature isn’t guesswork, it’s a controlled process. The most common method is running a 3D print temperature test, often with a temp tower, which reveals exactly how your material performs across a range of setti......
How to Calibrate Your 3D Printer for Dimensional Accuracy
When Dimensional Accuracy Really Matters When it comes to precision 3D printing, it’s not just about clean layers or smooth surfaces; dimensional accuracy is what separates prototypes from production-ready parts. If you're printing mechanical components, functional assemblies, or anything that needs to fit, align, or move, dimensional accuracy in 3D printing is non-negotiable. Think of it this way: a. A 3D printed gear with even a 0.3mm deviation might skip teeth or lock up entirely in a transmission.......