Metal Surface Polishing: Methods, Roughness & Ra Guide
15 min
- Introduction
- What Is Metal Surface Polishing?
- Why Polishing Matters
- Polishing vs Other Finishing Methods
- Types of Metal Surface Polishing
- Metal Polishing Process Comparison
- Best Metal Polishing Methods by Material and Use Case
- Surface Roughness (Ra) in Polishing
- Common Challenges in Metal Polishing
- FAQ About Metal Finishing Polish
- Conclusion about Metal Finishing Polish
Key Takeaways
- Metal surface polishing is not a cosmetic step—it is a controlled Ra reduction process that directly impacts friction, corrosion resistance, and coating adhesion.
- Different polishing methods are defined by achievable Ra ranges, not by process names.
- Mechanical, electrochemical, and mass finishing methods are not interchangeable—they operate in different geometry and production constraints.
- Selection rule: choose polishing method based on target Ra + geometry accessibility + production volume, not surface appearance.
Introduction
Pick up a machined part and run your thumb across it. What you feel, that slight roughness, the microscopic peaks and valleys from the cutting tool, is what metal surface polishing removes. Sometimes that matters for appearance. Learn how surface finish choices impact performance in our guide Metal Surface Finish: Types, Roughness & How to Choose.
More often it matters because rough surfaces wear faster, corrode sooner, trap contamination, and don't seal properly. This guide covers how metal surface polishing actually works, which method suits which situation, and how Ra values tell you whether the result meets the requirement.And it is used for smoothing metal surfaces and improving metal surface texture.
What Is Metal Surface Polishing?
Metal surface polishing is a finishing operation that uses abrasive action, electrochemical dissolution, or chemical reaction to reduce metal surface roughness (Ra) on metal parts, removing the microscopic peaks left by machining, casting, or additive manufacturing to produce a smoother, more controlled surface condition.
Why Polishing Matters
The functional reasons to polish metal parts are more compelling than the cosmetic ones, though both are legitimate.
1. Tribology (Friction & Wear)
Friction at sliding interfaces depends on surface roughness (Ra). Rough surfaces have fewer contact points, higher local stress, faster wear, and higher friction. Polished surfaces distribute load more evenly, generate less heat, and last longer.
2. Corrosion Initiation Control
Corrosion starts at surface defects like micro-pits, grain boundaries, and machining cracks. Polishing removes these sites, improving resistance without changing the bulk material. Electropolished stainless steel, for example, resists pitting better than mechanically finished surfaces.
3. Coating Adhesion System
Coating adhesion relies fundamentally on surface preparation. While a clean surface is always essential for uniform performance, the optimal roughness depends on the specific coating: some require a controlled roughness profile to improve mechanical adhesion, while others benefit from a smoother finish.
Engineering implication: reducing Ra directly improves functional lifetime.
Polishing vs Other Finishing Methods
| Factor | Polishing | Coating | Grinding |
|---|---|---|---|
| Material change | Removes surface peaks | Adds layer on top | Removes material dimensionally |
| Roughness effect | Reduces Ra significantly | Minimal direct Ra change | Reduces Ra, primarily dimensional |
| Dimensional impact | Small, controlled | Adds coating thickness | Significant, controlled |
| Primary purpose | Surface quality, appearance | Protection, color | Dimensional accuracy |
| Best for | Final surface condition | Protection over polished surface | Pre-polish stock removal |
Different metal polishing methods achieve different Ra levels, from Ra 1.5 µm (vibratory) to Ra 0.025 µm (mirror polishing).
Types of Metal Surface Polishing
Mechanical Material Removal Polishing
Mechanical polishing uses physical abrasive contact to cut surface peaks progressively. Coarse abrasive removes material quickly and eliminates deep machining marks. Each subsequent finer stage removes the scratches left by the previous one until the Ra target is met.
Abrasive Belt Polishing
Abrasive polishing with belts, wheels, or mounted points handles earlier stages where significant material removal is needed before finer polishing becomes effective.
Buffing
Buffing uses soft wheels loaded with metal finishing polish compounds. The wheel applies mild abrasive while simultaneously burnishing the surface. It produces Ra 0.05 - 0.2 µm on most metals and is the standard approach for mirror and near-mirror finishes.
Metal finishing polish compounds range from cutting compounds (for stock removal) to finishing compounds (for final brightening). Selecting the right compound is as important as the equipment.
Electrochemical Polishing
Electropolishing
Electropolishing reverses the intuitive idea of polishing. Instead of mechanically smoothing, it dissolves the surface. The part acts as the anode in an electrolytic cell, and the electrolyte preferentially removes surface peaks where current density is highest.
Valleys are relatively protected, resulting in micro-smoothing that reduces Ra by 30–50% and produces a surface that is not only smoother but also chemically cleaner, with a refreshed passive layer (especially on stainless steel).
This method is widely used in applications where cleanliness matters alongside roughness, such as medical instruments, pharmaceutical equipment, and food-contact surfaces. It also reaches internal features that mechanical polishing cannot access.
Chemical Polishing
Chemical Dissolution Polishing
Chemical polishing removes surface peaks using acid or alkaline chemistry without electrical current. The mechanism is similar to electropolishing but with less control and a smaller Ra improvement (typically 15–30%).
It is used where electropolishing is unavailable, for complex internal geometries, or as a pre-treatment before further finishing.
Mass Finishing Systems
Vibratory Finishing
Parts and abrasive media are processed in a vibrating tub, generating millions of low-force abrasive contacts that deburr edges and smooth surfaces.
Tumbling (Barrel Finishing)
Parts rotate in a barrel with media, achieving similar effects through rolling motion.
These systems process large volumes efficiently, producing consistent finishes across batches. Typical results are Ra 0.5-1.5 µm, depending on media selection, making them suitable for deburring, pre-coating preparation, and general surface refinement where individual polishing is not economical.
Metal Polishing Process Comparison
| Method | Roughness Ra Achievable | Relative Cost | Precision | Best For |
|---|---|---|---|---|
| Vibratory/Tumbling | 0.5–1.5 µm | Very Low | Low-Medium | Batch deburring, pre-coat prep, small parts |
| Abrasive Belt/Wheel | 0.2–0.8 µm | Low | Medium | Stock removal, pre-polish stages |
| Mechanical Buffing | 0.05–0.4 µm | Medium | Medium-High | Cosmetic finish, satin to near-mirror |
| Mirror Polishing | 0.025–0.1 µm | High | High | Optical, medical, premium cosmetic |
| Electropolishing | 0.1–0.8 µm (from start) | Medium | High | Stainless steel, internal features, medical |
| Chemical Polishing | 0.3–1.0 µm (from start) | Low-Medium | Low-Medium | Complex geometry, pre-treatment |
Trade-off Principle
The trade-off in method selection is always cost vs. required Ra:
- Vibratory finishing costs cents per part at volume and achieves ~0.8–1.5 µm → ideal for pre-anodizing preparation
- Mirror polishing can cost $50–200 per part and achieves ~0.025–0.05 µm → required for surgical or optical applications
Specifying a finer finish than required wastes cost.
Specifying a rougher finish than required risks part failure.
Match the process to the Ra requirement—not to the most “advanced” method.
Engineering Selection Tips
- If Ra > 1.0 µm → Vibratory finishing
- If Ra 0.2–0.8 µm → Abrasive + Buffing
- If Ra < 0.1 µm → Mirror polishing or Electropolishing
- If internal channels / complex geometry → Electropolishing
Best Metal Polishing Methods by Material and Use Case

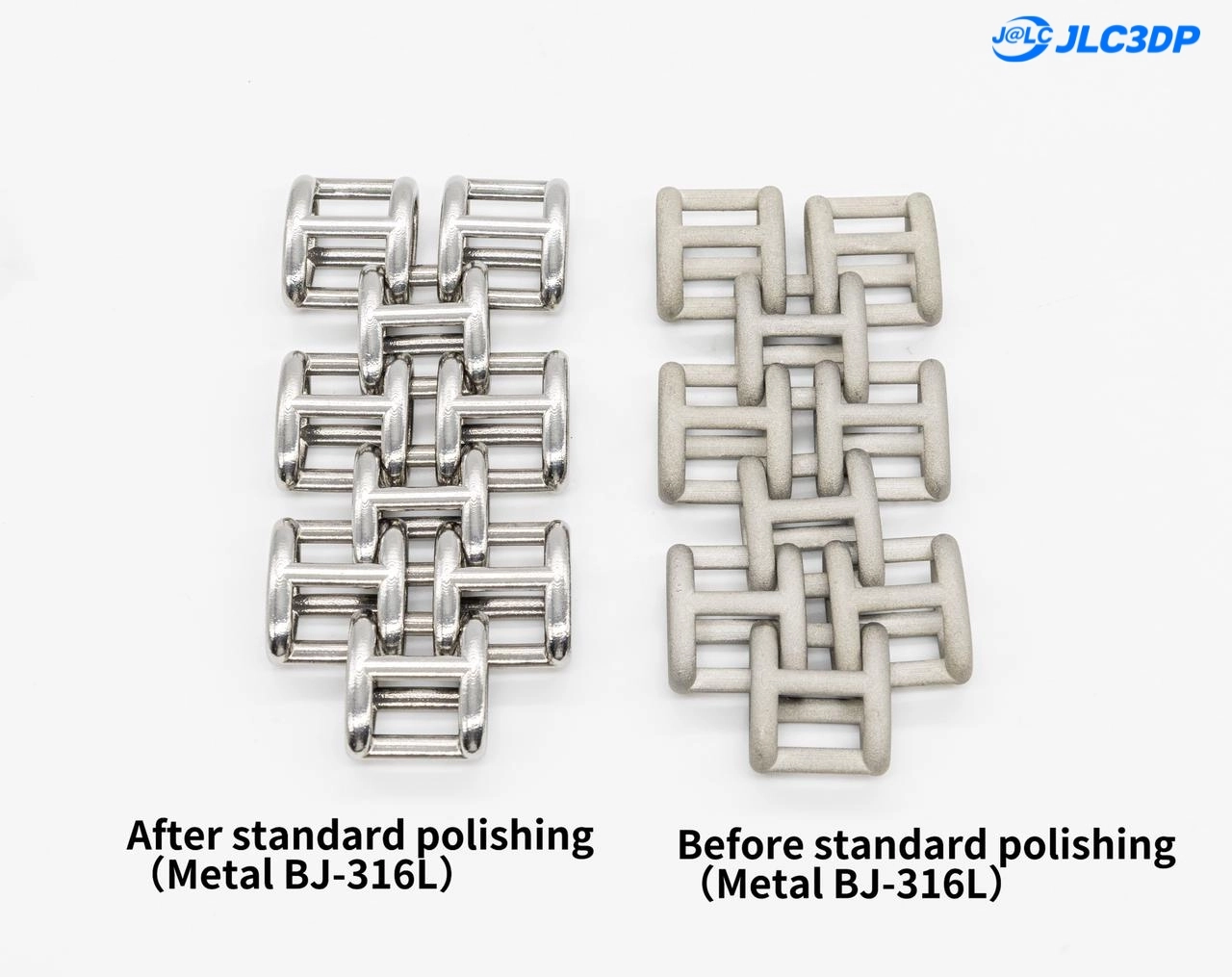
Polished BJ316-L metal
Stainless Steel Polishing
Stainless steel polishing demands more than cosmetic improvement, the surface condition directly affects corrosion performance. Mechanical polishing removes the worked surface layer that machining leaves, improving passive layer integrity. Electropolishing enriches the chromium-to-iron ratio at the surface, reducing pitting initiation sites, and producing a surface that performs measurably better in salt spray testing than mechanically finished equivalents.
For Ra below 0.4 µm on stainless components, electropolishing after mechanical polishing is the standard two-stage approach. The mechanical stage removes machining marks and gets to Ra 0.4-0.8 µm. Electropolishing reduces that further and simultaneously cleans the surface chemistry. For food processing, medical, and pharmaceutical components, this combination meets both the roughness and cleanliness requirements that those applications carry.
JLC3DP provides Binder Jetting metal surface polishing service for BJ 316L stainless steel. The binder jetting process produces near-net-shape geometry that can be polished to meet demanding metal surface finish specifications. Upload your file to get an instant quote with polishing options.
Aluminum Polishing
Aluminum polishes quickly and produces bright, highly reflective surfaces with relatively little effort compared to steel; the material is soft, cuts cleanly, and responds well to both mechanical and chemical polishing approaches. The challenge is keeping it that way, as the natural oxide layer gradually thickens over time, reducing reflectivity and surface brightness if left unprotected.
Anodizing after polishing metal parts is the standard approach for aluminum parts that need both appearance and durability. The polished metal surface is the starting condition for the anodize process, anodize grows on whatever surface it starts from, so a polished metal finish produces a clearer, more uniform anodize finish than a rough machined surface. This sequence, polish to target Ra, then anodize, is the standard for consumer electronics enclosures, aerospace panels, and precision equipment housings.
Titanium Polishing
Titanium polishing is genuinely difficult. The material's low thermal conductivity traps heat at the cutting zone, which wears abrasives faster than equivalent steel operations. Titanium also galls, it bonds to abrasive surfaces under the pressure of polishing contact, which tears the surface rather than cutting it cleanly.
Despite the difficulty, the requirement is real. Certain medical implant surfaces are intentionally roughened to promote osseointegration, while highly polished finishes are preferred for articulating or contamination-sensitive components., Aerospace titanium components polished to specific Ra values have better fatigue performance because surface roughness is a fatigue initiation site. The correct approach for titanium polishing uses diamond abrasive at controlled speed and pressure, with frequent abrasive replacement before galling develops, and electropolishing for the final stage where consistent surface chemistry matters alongside Ra.
3D Printed Metal Parts
Metal 3D printing produces parts with inherent surface challenges that flat machining doesn't. Layer lines from the build process produce a periodic metal surface texture, Ra 6-25 µm on SLM parts depending on build parameters and orientation. Partially melted powder particles at the surface contribute additional roughness. Internal channels and complex geometry that make additive manufacturing valuable are also the features that make conventional polishing inaccessible.
Vibratory polishing handles external surfaces of metal 3D printed parts effectively, it reaches all external surfaces simultaneously and removes the partially melted particles and layer texture to Ra 1-3 µm. Electropolishing follows for applications requiring smoother surfaces, it reaches internal channels and complex recesses that vibratory media can't access. Shot peening before polishing improves fatigue performance by inducing compressive surface stress, which is particularly valuable for structural 3D printed metal parts where the as-built surface is a fatigue initiation concern.
For a detailed comparison of polishing methods for 3D printed, cast, and machined metals, see Metal Polishing Processes Compared: 3D Printed vs Cast vs Machined Parts.
Surface Roughness (Ra) in Polishing
Ra is the arithmetic average of the absolute deviations of the surface profile from its mean line over a sampling length. In plain terms: measure a line across the surface, find all the peaks and valleys, take their average absolute height from the centerline, and that's Ra. Higher Ra means rougher. Lower Ra means smoother.
For polishing decisions, Ra gives you a target and a measurement to verify against. A pharmaceutical equipment specification that says "Ra ≤ 0.4 µm" is unambiguous, it's measurable, it's comparable between suppliers, and it's directly connected to the cleanability requirement that drives it.
Polishing reduces Ra by removing surface peaks, with each progressive abrasive stage cutting down the peaks left by the previous one. As a general rule of thumb, each step up in abrasive fineness can reduce Ra by approximately 50%, although this efficiency varies depending on the material, abrasive selection, and initial surface condition. Consequently, multiple stages are required to achieve ultra-low Ra values from a typical machined starting state.
| Starting Condition | Typical Ra (µm) | After Vibratory | After Mechanical Polish | After Electropolish | Mirror Polish |
|---|---|---|---|---|---|
| As-machined (milled) | 1.6–3.2 | 0.8–1.5 | 0.2–0.8 | 0.1–0.5 | N/A direct |
| As-machined (turned) | 0.8–1.6 | 0.5–1.2 | 0.1–0.4 | 0.1–0.4 | 0.025–0.1 |
| Ground | 0.1–0.8 | 0.1–0.5 | 0.05–0.2 | 0.05–0.2 | 0.025–0.05 |
| As-built SLM 3D printed | 6–25 | 1–4 | 0.5–2 | 0.2–0.8 | Requires pre-polish |
Mirror finish, the most demanding metal polishing target, is generally understood as Ra below 0.05 µm, where the surface irregularities are smaller than the wavelength of visible light and the surface reflects like glass. This requires the full progressive sequence from machined surface to fine abrasive polishing to sub-micron compound buffing, without skipping stages or rushing individual steps.
Ra Selection by Application
- Ra 3.2–1.6 µm → structural parts / non-critical surfaces
- Ra 0.8–0.4 µm → industrial functional surfaces
- Ra 0.2–0.1 µm → sealing / medical / precision
- Ra < 0.05 µm → optical / mirror / cosmetic premium
Common Challenges in Metal Polishing
Complex Geometries
Internal channels, tight corners, deep pockets, and undercuts are where mechanical polishing runs out of reach. A buffing wheel can't enter a 5mm bore. Abrasive belts can't access the inside of a cavity. The solution is either electropolishing (which reaches all wetted surfaces regardless of geometry) or vibratory polishing with media small enough to enter the relevant features. For parts where both internal and external polishing are required, the typical approach is vibratory first for overall surface refinement, then electropolishing for internal features and final surface chemistry.
Over-Polishing
Over-polishing removes more material than intended, rounding sharp edges that should stay sharp, reducing dimensional accuracy on close-tolerance features, or removing the functional metal surface texture where some roughness is required for function (like oil retention grooves or gripping surfaces). Masking close-tolerance features before polishing, setting clear Ra targets that define when polishing stops rather than polishing by time or feel, and measuring during the process rather than only at completion are the controls that prevent over-polishing from producing parts that passed the polishing requirement and failed the dimensional one.
Inconsistent Surface Finish
Batch-to-batch variation in polished surface finish comes from inconsistent starting conditions, abrasive wear that changes cutting behavior mid-batch, operator technique variation in manual polishing, and inadequate process specification. The solution is specification: define the target Ra, the measurement method, the abrasive sequence, and the measurement frequency within a batch. Automated polishing processes, vibratory, electropolishing, produce inherently more consistent results than manual metal polishing methods because the process parameters are fixed. For manual polishing of precision parts, first-article verification and periodic in-process measurement keep results consistent.
FAQ About Metal Finishing Polish
Q: What is metal surface polishing?
Metal surface polishing is a finishing operation that reduces surface roughness on metal parts through abrasive, electrochemical, or chemical action, removing microscopic surface peaks to improve smoothness, appearance, corrosion resistance, and functional surface quality.
Q: What is a good surface roughness for polished metal?
Depends on the application. General industrial polished metal finish: Ra 0.4-0.8 µm. Medical and food contact surfaces: Ra 0.1-0.4 µm. Bearing and precision contact surfaces: Ra 0.05-0.2 µm. Mirror finish decorative or optical surfaces: Ra 0.025-0.05 µm.
Q: What is the difference between polishing and grinding?
Grinding is primarily a dimensional operation that removes significant material to achieve size and geometry, surface finish improvement is a secondary benefit. Polishing is primarily a surface quality operation that improves Ra with minimal material removal and no significant dimensional change. Grinding typically precedes polishing in the manufacturing sequence.
Q: What Ra value is considered mirror finish?
Ra below 0.05 µm is generally accepted as mirror finish, at this roughness level, surface irregularities are smaller than the wavelength of visible light and the surface reflects clearly. True optical mirror finishes for precision applications target Ra below 0.025 µm.
Q: How do you smooth metal surfaces?
Start with the roughest appropriate abrasive that removes the surface defects present, then progress through finer grits until the target Ra is reached. For Ra 0.8 µm: vibratory or mechanical polishing to 400-600 grit. For Ra 0.2 µm: mechanical polishing through 1200 grit plus light buffing. For Ra below 0.1 µm: full progressive sequence through fine abrasive then compound buffing, or electropolishing on appropriate materials.
Conclusion about Metal Finishing Polish
Metal surface polishing is an Ra-driven decision, not an appearance-driven one. Start with the Ra the application actually requires, set by function, not by how polished it sounds, then work backward to the method that achieves that Ra at the production volume and cost the project justifies. Vibratory polishing at Ra 1.0 µm is the right answer for many production parts. Electropolishing at Ra 0.2 µm is the right answer for medical stainless. Mirror polish at Ra 0.025 µm is the right answer for optical components. The wrong answer is specifying the most demanding option regardless of what the function needs.
For metal 3D printed parts, polishing is part of the post-processing specification from the start. The as-built surface condition of SLM and binder jetting parts needs to be accounted for in the polishing plan, not treated as something to deal with after the fact. To understand the metal additive manufacturing workflow and typical surface conditions, refer to Metal 3D Printing: An Overview Of The Technology And Its Process.
JLC3DP's binder jetting metal 3D printing service offers polishing for parts that need to improve the surface finish of metal beyond the as-built condition. Upload your file to get an instant quote, including finishing options.
Keep Learning
Can You 3D Print Metal at Home? Costs & Methods
Key Takeaways Not a Single Step: Metal 3D printing at home is a multi-stage process (Printing + Debinding + Sintering). The initial "green part" is a fragile composite, not functional metal. High Hidden Costs: While metal 3d printers for home are cheap, the specialized furnaces required for sintering cost $10,000–$30,000 and carry significant safety risks. Performance Limits: DIY parts often suffer from high porosity and unpredictable 15-20% shrinkage, unlike industrial SLM/BJ which reaches 99%+ densi......
Metal Surface Polishing: Methods, Roughness & Ra Guide
Key Takeaways Metal surface polishing is not a cosmetic step—it is a controlled Ra reduction process that directly impacts friction, corrosion resistance, and coating adhesion. Different polishing methods are defined by achievable Ra ranges, not by process names. Mechanical, electrochemical, and mass finishing methods are not interchangeable—they operate in different geometry and production constraints. Selection rule: choose polishing method based on target Ra + geometry accessibility + production vo......
Metal Polishing Processes Compared: 3D Printed vs Cast vs Machined Parts
What Is the Main Difference in Polishing 3D Printed, Cast, and Machined Metal Parts? The main difference lies in the starting surface condition and internal structure of the parts. Polishing metal parts requires a removal process to address defects related to the casting process. Cast parts need polishing to normalize their inherently uneven surface, while polishing 3D metal parts refines a geometrically controlled but rough surface. In other words, the goal of polishing changes depending on how the p......
Metal 3D Printing: An Overview Of The Technology And Its Process
What is Metal 3D Printing? Metal 3D printing, also known as additive manufacturing or metal additive manufacturing, creates three-dimensional items by selectively depositing or melting metal powders layer by layer. Electron beam melting (EBM) and selective laser melting (SLM) are two approaches used to accomplish this. To conventional manufacturing techniques, metal 3D printing offers enhanced design flexibility, intricate geometries, and great precision in producing complex and customized metal parts......
Selective Laser Melting (SLM) vs. Direct Metal Laser Sintering (DMSL)
Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS) stand as prominent players within the realm of metal 3D printing, each characterized by its unique approach. In the DMLS process, a high-powered laser follows a CAD model to selectively melt and sinter layers of metal powder. This method results in partial fusion of powder particles, offering versatility in material selection while potentially introducing slight porosity and variations in mechanical properties. On the other hand, SL......